
国際特許分類[B23C3/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | 特定の工作物のフライス削り;特殊フライス加工法;そのための装置 (545) | 2方向に曲っている表面の加工 (51) | 推進器,タービン翼,羽根車の翼の形削り (17)
国際特許分類[B23C3/18]に分類される特許
1 - 10 / 17
翼面仕上げ方法及び翼部品
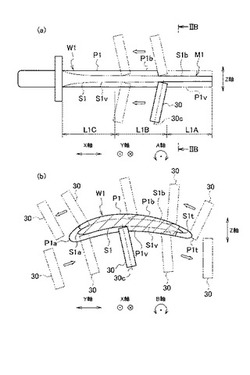
【課題】翼部品M1の翼面S1の仕上げの生産性を向上させつつ、仕上げ用エンドミル30の耐久性を維持すること。
【解決手段】翼部品M1の翼面S1における前縁部S1a及び後縁部S1tの仕上げと腹部S1v及び背部S1bの仕上げを別工程に分けた上で、素材W1の翼面相当部位P1の腹部P1v及び背部P1bにそれぞれ仕上げ加工を施して、仕上げ用エンドミル30を素材W1の翼面相当部位P1から離反させること。
(もっと読む)
湾曲スロットを加工する球形カッター及び方法

【課題】翼形部のより完全な加工を行う、良好、迅速、低費用なカッター及び方法の提供。
【解決手段】球形カッター34は、中央キャビティ54を画定する開放及び閉鎖端部44、46を有する球形の本体42と、開放端部44において円形リム部58に沿って設けられる多点切れ刃71とを含み、球形の本体42は、概して半径と原点とによって画定される。切れ刃71を、周方向にリム部58に沿って設けられる支持歯62に取外し可能に取り付けられる切削用インサート60上に設けることができる。多軸コンピュータ数値制御加工機31のスピンドル32に、半径と原点とが回転軸48に沿って配置される状態に装着可能である。半径と原点によって画定される球面に沿ってスロット37の各々を加工することにより、加工機31を用いて円筒状ブランク12を加工して、ハブ14から半径方向外方に延在する周方向に離間した複数の一体的動翼18を成形できる。
(もっと読む)
工作機械、加工方法、プログラム及びNCデータ生成装置
【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
インペラ製造方法、インペラ及び過給機
【課題】機械加工においてインペラを製造するにあたり、加工時間の増加を抑制しつつ、よりインペラの耐久性を向上させて寿命を向上させる。
【解決手段】ベース部の周縁における、翼の回転方向上流側の立ち上がり位置から直近の山部までの距離Lと、当該山部の高さdと、当該山部の立ち上がり位置におけるベース部の厚みtと、当該山部斜辺の曲率半径Rとの4つパラメータを、インペラの耐久性を満足するように設定する。
(もっと読む)
アブレイシブウォータージェットによる一体型羽根付きディスクの最適な製造プロセス
本発明は、全体がディスクの形状の材料ブロック(100)をアブレイシブウォータージェットによる切断ステップで、羽根間の空間の位置でブロックから材料を除去してハブから半径方向に延在する羽根プリフォームを形成するために行われる切断ステップを含む一体型羽根付きディスクの製造プロセスに関する。アブレイシブウォータージェットによる切断ステップは、それぞれの羽根間の空間を形成するために、
ブロック(100)の厚さを貫通する一片(114a)の第1の3軸切断であって、前記切断片が重力で自動的にブロック(100)から抜け落ちるように行われる第1の3軸切断と、その後に、
少なくとも1つの精密切断と
を含む。 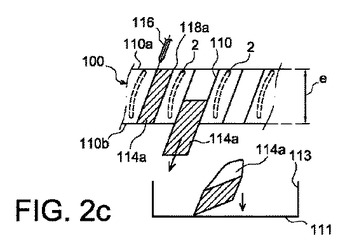 (もっと読む)
(もっと読む)
アブレイシブウォータージェットによる一体型羽根付きディスクの最適な製造プロセス
本発明は、アブレイシブウォータージェットによる切断ステップを含む一体型羽根付きディスクの製造プロセスに関し、前記アブレイシブウォータージェットによる切断ステップは、
加工機の噴出ヘッド(116)をブロックの第1の面(110a)に向けてブロックの厚さを貫通する一片(114a)の連続切断であって、ブロックの第1の面の反対側の第2の面(110b)とアブレイシブウォータージェットによって切断された前記ブロックの表面との合流線(121a)を形成する連続切断と、その後に、
前記噴出ヘッドをブロックの第2の面(110b)に向けてブロックの厚さの一部にわたって延在し、かつ前記合流線の少なくとも一部を含む一片(114b、114c)の少なくとも1つの精密切断と
を含む。 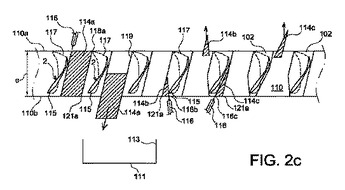 (もっと読む)
(もっと読む)
インペラ加工機
【課題】直交3軸と回転1軸を有する工作機械を用いてインペラを加工するインペラ加工機を提供すること。
【解決手段】符号32は縦型工作機械の主軸頭である。この縦型工作機械はX軸,Y軸として表される水平2軸とX軸,Y軸に垂直なZ軸の直線3軸の可動軸を有する。載置台36には傾斜台34が取り付けられており、回転テーブル20は傾斜台34に固定されている。回転テーブル20には、回転軸中心28を中心軸として回転する円盤22を備えている。回転軸中心28は水平軸であるX軸に対して傾斜している。円盤22にはワーク3を取り付けるアダプタ26がボルト24によって取り付けられている。そして、アダプタ26にはワーク3が取り付けられる。ワーク3は工具30によって切削されインペラが作成される。工具30としてはエンドミルカッタを用いることで、インペラのブレードの加工が可能である。
(もっと読む)
曲面形状部品の加工方法
【課題】金属製曲面羽根等の曲面形状を有する部品に対し、高精度で効率良く機械加工を施す。
【解決手段】曲面羽根形状を有する部品(加工物)1の機械加工時に部品を位置決めして加工する方法であって、部品1の互いに隣接するスカラップ間に予め最深の加工目標点の加工を施し、この施工により生じた互いに隣接する工具軌跡の加工座標点同士を結んだ線を基に、部品の曲率が最も大きいポイントを予め算出し、この最深点に加工工具としてのエンドミルを位置決めする加工点を設定し、この加工点の位置にエンドミルを位置決めして加工する。
(もっと読む)
薄板形状ワーク加工方法
【課題】薄板形状ワークを支持する装置を追加することなく、より短時間に、より高精度に薄板形状ワークを加工することができる、薄板形状ワークの加工方法を提供する。
【解決手段】薄板形状ワークWの一端または両端を支持し、支持した薄板形状ワークの任意の個所を切削加工し、薄板形状ワークWを所望する3次元曲面に仕上げる、薄板形状ワーク加工方法において、少なくとも荒加工後に仕上げ加工を行い、支持された状態における薄板形状ワークWの仕上げ加工後の形状から推定した剛性の高さに応じて、薄板形状ワークWの加工個所を複数の加工領域に分割し、剛性の最も低い加工領域から順に、荒加工に続けて仕上げ加工を行った後、次に低い剛性の加工領域に対して荒加工に続けて仕上げ加工を行うことを繰り返す切削加工を行う。
(もっと読む)
ブリスクをフライス加工する方法
【課題】空力損失の低減を可能にする、ガスタービン用のブリスクのフライス加工方法を提供する。
【解決手段】ディスクブランクにブリスクブレード13をフライス加工するとき、ブレードの両側面は側面フライス加工によって仕上削りする。切削ストリップがブリスクブレード間の流れ方向と一致するようにフライス加工することによって、等しい幅の切削ストリップが形成され、それによって、ブレードの負圧側12及び正圧側における空力損失が低減される。
(もっと読む)
1 - 10 / 17
[ Back to top ]