
国際特許分類[B23D15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | せん断機またはその装置のうち切断刃が互に平行に移動するもの (116)
国際特許分類[B23D15/00]の下位に属する分類
上下刃共に移動するもの (2)
片刃のみ移動するもの (25)
板状体せん断 (41)
駆動装置またはその歯車機構に特徴があるもの (14)
国際特許分類[B23D15/00]に分類される特許
1 - 10 / 34
冷延鋼板のノッチング方法
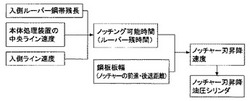
【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、本体処理装置の中央ライン速度低下や本体処理装置停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】ノッチング装置、入側ルーパー、本体処理装置の順からなる冷延鋼板連続処理ラインのノッチング方法であって、入側ルーパーの鋼帯残長によってノッチャー刃昇降速度を変更してノッチングすることにより、ノッチング時間不足による本体処理装置の停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
厚鋼板剪断により生じたスクラップの搬送方法及び搬送装置

【課題】厚鋼板の剪断により生じたスクラップを細断用のテストシャーに搬送するに際し、スクラップに反りが発生している場合でも、適切にテストシャーにスクラップを進入させ、細断処理を行うことができる搬送方法を提供する。
【解決手段】搬送ローラテーブル2のテストシャー入側寄りの領域の上方に、搬送ローラテーブル幅方向でスクラップ上面を押さえることができる押さえロール4を昇降可能に配置し、所定の高さを超える上反りを生じたスクラップSが搬送ローラテーブル2上を搬送されてきた際に、前記押さえロール4を下降させてスクラップSの上反り部を押さえ、搬送ローラテーブル2のローラ20との間で拘束しつつ、スクラップSをテストシャー1の上下ナイフ10,11間に進入させる。
(もっと読む)
圧潰前処理用切断機
【課題】 ストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得る。
【解決手段】 長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、フレーム材の環を塑性変形するフレーム材変形手段を備えるもの。
(もっと読む)
コルゲートフィンの切断装置
【課題】コルゲートフィンを切断する切断装置において、刃先部の変形や切断不良等のおそれがなく、確実な切断が可能なコルゲートフィンの切断装置を提供する。
【解決手段】リブ12aの上面を押圧する先端部46が設けられ、リブ12aの両側において、切断箇所のリブ12aと隣接するリブ12との間に存在する平面部15に当接可能なコーナー刃部48が設けられ、上下動ブロック45に取り付けられて上下動する可動刃42と、下方に向けて開口する開口穴52が設けられ、開口穴52の両側面が可動刃42のコーナー刃部48とともに各平面部15を切断可能な切断部54として設けられたダイ44とを具備し、可動刃42は、先端部46が各コーナー刃部48よりも下方に突出して設けられ、可動刃42が下降して先端部46がリブ12aを下方に向けて押し潰してダイ44の開口穴52内に押し込み、その後コーナー刃部48が各平面部15を切断部54と共に切断する。
(もっと読む)
コイルカッティングツール及びその方法
【課題】補修及び保守管理のための取り外しを容易にするために巻線終端部のようなコイルを切断する工具及び方法を提供すること。
【解決手段】電動機械におけるコイルを切断するためのツール(10)及び方法が開示される。1つの実施形態において、ツール(10)は、遠位端上に刃先(15)を有するブレード(12)を含む。ブレード(12)は、近位端上で複動油圧シリンダ(14)に作動可能に接続される。ツール(10)は更に、複動油圧シリンダ(14)に結合されて且つこれから遠位方向で長手方向に延びる少なくとも1つのガイドアーム(16)を含み、該少なくとも1つのガイドアーム(16)は、ブレード(12)と並んで配置されてブレード(12)の経路に平行に延びる。
(もっと読む)
電線切断装置
【課題】切断時における電線の昇降を規制して当該電線の切断面が傾斜することを防止すると共に、切断時における切断刃にかかる負荷を軽減し、且つ、確実に電線を切断することができる電線切断装置を提供する。
【解決手段】電線切断装置1は、電線41が載置される電線載置部8と、前記電線載置部8に載置された前記電線41を切断する切断刃16と、前記切断刃16を昇降させる昇降装置12と、を備えており、前記切断刃16は、刃先18が前記電線41の長手方向に対して直交する方向に設けられていると共に、前記刃先18が前記切断刃16の昇降方向に対して傾斜する方向に設けられ、前記電線載置部8には、前記刃先18の傾斜に沿って形成され且つ当該刃先18が挿入される凹溝部22が設けられ、且つ、前記電線載置部8の前記電線41の長手方向の両端側には、前記電線41が前記切断刃16の昇降方向に変位するのを規制する電線規制部6がそれぞれ設けられている。
(もっと読む)
金属製ゴルフクラブヘッドの製造方法とその製造方法で製造された金属製ゴルフクラブヘッド
【課題】 所要の高さ、幅ならびに長さを有する鉄塊から切削加工によって全番手の金属製ゴルフクラブヘッドを製作することができる製造方法と、その製造方法で製造された金属製ゴルフクラブヘッドの提供を図る。
【解決手段】 所要の高さ、幅ならびに長さを有する鉄塊を、切削加工機にチャッキングするチャッキング工程と、該鉄塊を切削加工機で三次元切削加工する切削工程と、前の切削工程で残された突起部を除去する仕上げ工程と、で構成される金属製ゴルフクラブヘッドの製造方法であって、一つの鉄塊から切削加工によって全番手の金属製ゴルフクラブヘッドを製作することができる製造方法と、該鉄塊が、鋳造、鍛造又は、押し出し加工のいずれかの方法で所定形状に形成されるクラブヘッド単位の金属製ブロックである製造方法と、その製造方法で製造された金属製ゴルフクラブヘッドから成る手段を採る。
(もっと読む)
切断本体装置、送り本体装置、切断装置、および切断装置の設置方法
【課題】配管工事を容易にするとともに、基礎工事も簡略化でき、ひいては据え付け工事期間の短縮化、低コスト化を図る。
【解決手段】切断本体装置100は、フレーム101と、前記フレームに往復可能に設けられ移動刃102と、前記フレームに対して設けられた固定刃103と、前記移動刃を駆動する切断用アクチュエータ104と、前記切断用アクチュエータに接続されるとともに、前記フレームの内側に配置された切断本体装置配管105とを有する。また、送り本体装置は、被切断材を載置する供給ボックスと、前記供給ボックス上の被切断材を切断本体装置に供給する供給装置と、前記供給ボックスの下部に、切断本体装置の切断用アクチュエータに流体圧を伝達するための送り本体装置配管とを有する。
(もっと読む)
鋳片切断装置および連続鋳造設備
【課題】切断時に鋳片の側面に横膨れが生じない鋳片切断装置を提供する。
【解決手段】固定刃21と可動刃22には切断される鋳片Cの両側面Cs,Csに接触して鋳片Cの横膨れを防止する規制ブロック30,40が配置されている。鋳片Cを切断するとき、鋳片断面の上両側部と下両側部には横膨れbが発生しようとするが、規制ブロック30,40が鋳片Cの両側面Cs,Csに接触しているので横膨れbの発生は抑制される。搬送テーブル上で密着運搬が可能となり、圧延ラインでの噛み込みも生じず、生産性を高くすることができる。
(もっと読む)
部品の除去装置および除去方法
【課題】密閉型コンプレッサの解体を行う前に、コンプレッサ本体に接合された部品を容易に取り除くことができる部品の除去方法および除去装置を提供することを目的としている。
【解決手段】装置本体である密閉型コンプレッサ4と、除去対象部品となるアキュームレータ固定用ブラケット4cと、密閉型コンプレッサ4を保持する傾斜面を有する載置台5と、載置台5を上下させる上下移動機構6と、密閉型コンプレッサ4の本体4aからアキュームレータ固定用ブラケット4cを剥離、除去する剥離用治具(上)7a及び剥離用治具(下)7bと、上下に可動し剥離用治具(上)7aに圧力を加える油圧シリンダ8と、を備えている。装置本体から部品を安全で容易に、かつ、短時間で取り除くことができる。
(もっと読む)
1 - 10 / 34
[ Back to top ]