
国際特許分類[B23D23/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 成形された素材のせん断装置 (72)
国際特許分類[B23D23/00]の下位に属する分類
国際特許分類[B23D23/00]に分類される特許
1 - 10 / 68
油圧カッター及び油圧カッター用の補助具
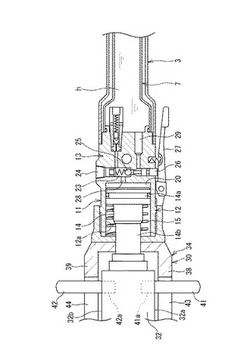
【課題】油圧を解除しても可動刃が後退しない場合に、可動刃を損傷させることなく元の位置に復帰させることができる油圧カッターを提供する。
【解決手段】タンク7から供給された作動油hの油圧により前進すると共に油圧を解除すると後退するピストン14を有しているシリンダブロック11を備えている。また、前進したピストン14のさらに前方に設けられている固定刃31、ピストン14と共に固定刃31に向かって前進する可動刃32、及び、可動刃32の進退移動をガイドするガイド部38,39を有しているヘッド30を備えている。さらに、可動刃32の側面32a,32bから突出して設けられ異常時に可動刃32を後退させる方向に衝撃力を与える突起部41,42を備えている。
(もっと読む)
切断装置

【課題】単位時間あたりの切断回数を増加させても耐久寿命の悪化を抑制可能な切断装置を提供する。
【解決手段】回転体駆動用モータ11から出力される回転駆動力によってオス刃14が取り付けられたカッタープレート13を回転させ、さらに、カッタープレート13の回転体側シャフト13bとクランクシャフト21aのクランク軸部21bをリンクレバー22にて連結する。これにより、回転軸と軸受部からなる回転系の機構で、回転しているカッタープレート13全体を切断対象物である扁平チューブCの長手方向に垂直な方向へ周期的に往復変位させることができるので、単位時間あたりの切断回数を増加させても耐久寿命の悪化を抑制できる。
(もっと読む)
切断クランプ装置を備えた切断機
【課題】切断時の棒材の跳ね上がりを防止し、切断精度を向上させた切断クランプ装置を備えた切断機の提供。
【解決手段】本発明の切断クランプ装置を備えた切断機は、送り出された棒材7を切断する固定刃5と移動刃6を有し、固定刃と移動刃とのせん断力で切断する構成の切断機である。切断機に着脱可能に基台4を設ける。この基台に刃部5aが反転交換可能な固定刃5とこの固定刃に相対して移動する移動刃6を設ける。棒材を切断するとき、棒材の固定刃側の反対側を押圧するための押圧部材12を、棒材を挟んで、固定刃に対向するように設ける。この押圧部材12はレバー11の揺動で上下方向に揺動し油圧シリンダ16の駆動で切断時に棒材7を押圧しクランプする。
(もっと読む)
鉄筋切断装置
【課題】安全性をより向上させる。
【解決手段】固定刃1に対して上下動自在に取り付けて鉄筋2を切断可能にしてある可動刃3を設け、固定刃1とその固定刃1から離間した非切断位置にある可動刃3との間の鉄筋切断空間Sに対し、鉄筋2を横にした状態でその径方向に挿脱自在にする鉄筋出し入れ口4を設け、可動刃3を上下駆動操作する駆動装置を設け、駆動装置の作動操作レバー5を装置本体6に設け、鉄筋出し入れ口4を覆う安全カバー7を、鉄筋出し入れ口4を覆うガード位置と鉄筋出し入れ口4を開放する鉄筋出し入れ可能位置とに変位自在に設け、作動操作レバー5を作動操作方向とは異なった非作動維持方向に切換え自在に取り付けると共に、作動操作レバー5を非作動維持方向に切換え移動させるに伴って、安全カバー7をガード位置から鉄筋出し入れ可能位置に変位させる連動機構8を設けてある。
(もっと読む)
コイルカッティングツール及びその方法
【課題】補修及び保守管理のための取り外しを容易にするために巻線終端部のようなコイルを切断する工具及び方法を提供すること。
【解決手段】電動機械におけるコイルを切断するためのツール(10)及び方法が開示される。1つの実施形態において、ツール(10)は、遠位端上に刃先(15)を有するブレード(12)を含む。ブレード(12)は、近位端上で複動油圧シリンダ(14)に作動可能に接続される。ツール(10)は更に、複動油圧シリンダ(14)に結合されて且つこれから遠位方向で長手方向に延びる少なくとも1つのガイドアーム(16)を含み、該少なくとも1つのガイドアーム(16)は、ブレード(12)と並んで配置されてブレード(12)の経路に平行に延びる。
(もっと読む)
剪断加工工具の異物付着検出方法及び異物付着監視装置
【課題】剪断加工工具を用いて棒状の金属を剪断加工するに際し、人による目視観察、あるいは通常の可視光光学画像の画像解析によるのではなく、剪断加工工具に付着する異物を検出する異物付着検出方法及び異物付着監視装置を提供する。
【解決手段】剪断加工工具2は棒状の金属が当接する凹部10を有し、剪断加工工具の先端のうち凹部10を含まない部分を底部12とし、剪断加工工具表面のうち、少なくとも底部12の一部を含み凹部の頂点11を含まない任意の領域を基準領域13として定め、少なくとも凹部の頂点11を含む任意の領域を検査領域14として定め、棒状の金属を剪断加工した後に、剪断加工工具の基準領域と検査領域を含む表面の温度を測定し、基準領域13内の最高温度を基準温度、検査領域14内の最高温度を検査温度とし、前記検査温度が、前記基準温度に予め定めた一定温度を付加した温度よりも高温となったときに異物付着ありと判定する。
(もっと読む)
軽量溝形鋼の切断方法および切断装置
【課題】軽量溝形鋼の切断方法において、適用範囲が広く、しかも冷間ロールフォーミング時の残留応力の影響による、切断時の各フランジの拡開を安価に且つ確実に防止できること。
【解決手段】半剪断工程〔図4(b)〕では、受圧部材21をプレス方向X1に所定量移動させ、両矯正金型15,16を拡開矯正方向Z1,Z2に駆動する。両フランジ52,53の拡開を矯正しつつ両フランジを半剪断する。全剪断工程〔図4(c)〕では、受圧部材21をさらにプレス方向X1に移動して、移動刃ブロック4の本体10の対向面14aに当接させる。移動刃ブロック4全体が、案内ブロック5,6の働きで一体的に斜め方向Z1に移動する。このとき、両矯正金型15は拡開を矯正する状態を維持している。
(もっと読む)
線材切断装置
【課題】線材の移送長を高精度に測定して確実にワークの良否を判定でき、高速動作にも十分に追従し、耐油性能及び耐振性性能などの信頼面や価格面で従来よりも優れた線材切断装置を提供する。
【解決手段】線材Mを移送する移送手段2と、線材を切断してワークを製作する切断手段3と、線材の移送長を測定する測長手段4と、測長手段4からの検出信号Sに基づいてワークの良否を判定する判定手段5とを備え、測長手段4は、線材に押圧されて移送方向に移動可能であるとともに付勢部材44により移送方向と逆方向に付勢される金属製のセンサピン43と、センサピン43の位置を示す検出信号を送出する渦電流損式センサ45とを有し、判定手段5は、線材がセンサピンを押圧しつつ静止している時間帯に渦電流損式センサ45から複数個の検出信号を受け取り平均処理して線材の移送長を求め、求めた移送長を予め設定した許容範囲と比較してワークの良否を判定する。
(もっと読む)
線材切断装置
【課題】駆動部の所要駆動力を低減し、装置のコンパクト化を実現した線材切断装置を提供する。
【解決手段】線材Mを所定長ずつ間欠に移送する移送部と、固定刃21及び可動刃22を有して移送された線材Mを切断するカッター部2と、カッター部2の可動刃22を駆動する駆動部3と、を備える線材切断装置1であって、カッター部2の可動刃22と駆動部3との間に、複数組のカム及びカムフォロアからなり駆動部3の駆動力により前記可動刃22を往復駆動する確動カム機構4を備えた。さらに、確動カム機構4は、駆動部3により往復駆動される主スライドカム5及び従スライドカム6と、主スライドカム5に摺接する主カムフォロア73及び従スライドカム6に摺接する従カムフォロア76を有して揺動するカムレバー7と、カムレバー7と可動刃22とを連結する連結レバー8と、を有することが好ましい。
(もっと読む)
線材の矯正装置
【課題】 極めて簡略化した構造により金属製の線材の矯正が可能な線材の矯正装置を提供すること。
【解決手段】 線材の矯正装置10は、巻取りドラムDから引き出された金属製の線材Sの基端部を引き出し方向回りに回転不能かつ引き出し方向に変位不能に保持するクランプ機構11と、線材Sの先端部を掴んで保持するチャック機構12と、チャック機構12を引き出し方向回りに所定の回数だけ回転させる回転機構13と、チャック機構12をクランプ機構11に対して接近または離間させる移動機構14と、矯正された線材Sを切断する切断機構15とを備えている。そして、装置10は、チャック機構12によって先端部を保持した線材Sを回転機構13によって引き出し方向回りに回転させて捩じり方向に塑性変形させるとともに移動機構14によって線材Sに張力を付与して、線材Sについた巻癖を矯正する。
(もっと読む)
1 - 10 / 68
[ Back to top ]