
国際特許分類[B23D33/10]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | せん断機またはその装置用の付属品 (125) | 被加工物位置決め用停止装置 (12)
国際特許分類[B23D33/10]に分類される特許
1 - 10 / 12
鉄筋受止装置
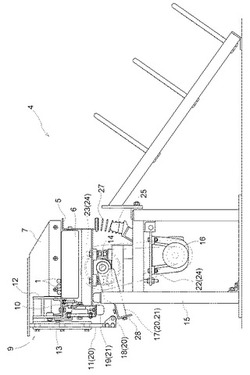
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
剪断加工装置及び剪断加工方法

【課題】簡単な機械的構成によって、一対の剪断端面の平行度に優れた鋼板材を繰り返し製造することができる剪断加工装置及び剪断加工方法を提供すること。
【解決手段】剪断加工装置1は、長尺状の帯状鋼板80を所定量送り出して剪断加工することにより、所定長さの鋼板材8を繰り返し製造する。剪断加工装置1は、下流側素材部分81に形成された複数の基準穴83A内にパイロットピン5を挿入配置し、下流側素材部分81を下流側パンチ21及び下流側ダイス22によって挟持すると共に、上流側隣接部分82を上流側パンチ31及び上流側ダイス32によって挟持した状態において、複数の打抜きパンチ4によって上流側隣接部分82に次の複数の基準穴を形成し、次の複数の基準穴を形成したときの状態を維持して、下流側パンチ21及び下流側ダイス22と上流側パンチ31及び上流側ダイス32とを相対移動させるよう構成してある。
(もっと読む)
バー材切断システム
【課題】 ローダの機能を利用することで、定寸機構や取出し機構を不要にしてコスト低減を図るとともに、段取り換え時間を削減して稼働率の向上を図ることができるバー切断システムを提供する。
【解決手段】 バー材支持手段11に支持されたバー材Bを軸心方向に送るバー材送り手段21と、バー材Bの先端部分を切断するカッタ23と、バー材Bから切断されたワークWをローダヘッド35が受け取って次工程に搬送するローダ3とを備える。バー材Bの軸心の延長線上の定められた位置にローダヘッド35を停止させるようにローダ3を制御するローダ制御手段42を設ける。バー材Bの先端がローダヘッド35に当接した時に、バー材送り手段21の作動を停止させて、カッタ23によりバー材Bの先端部分を切断するように、バー材送り手段21およびカッタ23を制御する送り・切断制御手段25を設ける。
(もっと読む)
棒状ワークの切断方法
【課題】棒状ワークをその先端から所定長さに切断する際に、送りローラのスリップ回転駆動によるスリップ痕がワークに形成される不具合を防止することができる棒状ワークの切断方法を提供する。
【解決手段】棒状ワークの切断方法は、送りローラ13により送られているワーク40の先端40aを、切断手段14のワーク切断位置Cから下流側にワーク切断長さL分離れた定位置Sよりも下流側にオーバーランさせるオーバーラン工程と、定位置Sよりも下流側にオーバーランされたワーク40の先端40aを押戻し部材21で定位置Sに押し戻す押戻し工程と、先端40aが定位置Sに押し戻されたワーク40を切断手段14により切断する切断工程と、を含む。
(もっと読む)
棒材切断機用の棒材送り装置
【課題】手間やコストをかけずに材料を正確な切断長を以って無駄なく切断することができる正確に維持することができる切断機用の棒材送り装置の提供。
【解決手段】送り軌道R上における切断面から棒材排出側へ切断寸法分だけ離れた行き止まり地点に、棒材2の先端の接触を以って切断地点への到達信号を発する到達センサ6を備え、送り軌道R上における棒材2の切断が行なわれる切断面から棒材供給側に一定距離だけ離れた測長地点に、その測長地点を通過した棒材2の送り量を出力する送り量センサ7を備え、切断寸法、送り量、及び到達信号を判定材料として、送り動作初動時の加速指令、最高速度到達時の等速指令、送り動作完了前の減速指令、及び停止指令を発するピンチローラ3の送り制御手段とを備える切断機用の棒材送り装置。
(もっと読む)
厚板異長剪断装置および厚板異長剪断方法
【要 約】
【課 題】設備投資費および設備維持管理費が少なくて済むとともに、入側搬送テーブルのテーブルローラとのスリップ接触が生じ難く、かつ効率のよい、エンドシャによる厚板異長剪断が行える厚板異長剪断装置および方法を提供する。
【解決手段】
入側搬送テーブルのテーブルローラ間に設置した各鋼板の先端を揃える昇降可能なストッパーと、一方の鋼板を基準とした場合の他方の鋼板の移動量を測定する鋼板測長装置と、前記入側搬送テーブルの幅方向端部に設けられた鋼板幅方向エッジ部位置決め用ガイドと、を具備し、厚板剪断ラインの天井クレーンを利用し、基準とした一方の鋼板をクレーン設備で吊り上げ、その後吊り下げる際に、一方の鋼板の先端を揃えるために上昇させたストッパーと、鋼板幅方向エッジ部位置決め用ガイドとに沿わせて一方の鋼板を下降させ、一方の鋼板の位置決めを行うように構成した厚板異長剪断装置およびそれを用いた方法。
(もっと読む)
鋼材端面の位置決め方法およびストッパー設備
【課題】鋼材の端面をストッパーに当接させて位置決めするに際し、鋼材がストッパーに実際に当接している状態を確実に、しかも耐久性を有して安定的に検知できる方法と、それに使用するストッパー設備を提供する。
【解決手段】搬送されてくる鋼材の端面をストッパーに当接させて位置決めするに際し、鋼材の端面が実際にストッパーに当接したことを電気的に検出することにより、鋼材の位置決めを行う鋼材端面の位置決め方法。および、鋼材の端面が当接する部位に周囲と電気的に絶縁した電極子を設け、鋼材の端面が前記電極子に当接したときに、鋼材と該電極子との間が通電状態であることを検出する装置を設けたストッパー設備。
(もっと読む)
鍛造機
【課題】
線材の切断長さを簡単に定位調整することができる鍛造機を提供する。
【解決手段】
本発明の鍛造機は、線材の搬送方向に配置された機台上に、線材を切断するための切断装置と、線材と同一軸線上に直線沿いの位置が移動可能かつ送られてくる線材に突き当てて定位させるストッパーと、ストッパーと連動可能に連結している可動座とからなる位置調整装置と、可動座と連結され、可動座を駆動する移動手段を設けている駆動装置と、流体圧手段によって可動座と連動可能かつ高圧流体を注入/放出するようにし、また高圧流体を注入したとき、可動座と共に機台側に移動定位し、高圧流体を放出したとき、機台から離れ可動座を可動状態に戻らせるようにしてなる1以上の定位装置とからなる。
(もっと読む)
金属板の製造方法及びその製造装置
【課題】スリッタにより複数に分割された鋼板を切断機で各製品長さに切断する方法および装置を提供する。
【解決手段】搬送ロール上に、搬送方向に並列して載荷した二枚の分割鋼板を、同時に切断して、長さの異なる製品に切断する際、切断機の前方において、前記分割鋼板の先端部と切断機の切断位置とからの距離を二枚で同じとした後、前記二枚の分割鋼板を切断機の前方から後方に向けて搬送し、製品長さが短いものをストッパで停止させ、二枚の分割鋼板の切断線が一致するまで搬送した後ストッパを開放し、さらに二枚の分割鋼板の切断線が切断機の切断位置と一致するまで搬送させ二枚の分割鋼板の切断線と切断機の切断位置を一致させた後、同時に切断する。
(もっと読む)
剪断方法およびその装置
【課題】 棒鋼粗材に曲がりが生じにくいうえ端面の品質低下が抑えられ、剪断端面の直角度が得られる剪断方法およびその装置を目的とする。
【解決手段】 固定刃21と可動刃22よりなる剪断装置1により棒鋼粗材を剪断する際、棒鋼粗材受止機構3の揺動自在な棒鋼粗材保持部32に形成される垂直部により棒鋼粗材の先端面を突き当てて剪断長を規制するとともに、棒鋼粗材保持部に形成される水平部に下面が保持される棒鋼粗材を剪断タイミングに合わせて下降させる方法および固定刃21と可動刃22により棒鋼粗材を剪断する剪断装置1において、棒鋼粗材の送出方向側に剪断機構2に続けて棒鋼粗材受止機構3を配置させるとともに該棒鋼粗材受止機構3に、送出される棒鋼粗材の先端面を突き当てて剪断長を規制する垂直部を形成するとともに棒鋼粗材の下面を保持する水平部を形成した揺動制御可能な棒鋼粗材保持部32を設けた装置である。
(もっと読む)
1 - 10 / 12
[ Back to top ]