
国際特許分類[B23D77/14]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | リーマー工具 (149) | 特殊用途のリーマー,例.円筒の突起の加工用 (17)
国際特許分類[B23D77/14]に分類される特許
1 - 10 / 17
切削加工用工具

【課題】切削加工用工具において、軸方向に沿って複数の切刃部を有する場合においても、先端側の刃部で生じた切屑の影響を受けることなく切削を高精度に行うことができ加工精度の向上を図る。
【解決手段】ドリルリーマ10は、ボディ12の先端に形成されるドリル刃18a〜18dと、該ドリル刃18a〜18dに対して半径外方向に突出した第1リーマ刃部22a、22bと、該第1リーマ刃部22a、22bの基端側に設けられた第2リーマ刃部24a、24bとを有し、前記ドリル刃部18a〜18dで切削を行った際に切屑の排出されるドリル排出溝20a、20bと、前記第1リーマ刃部22a、22bで切削を行った際に切屑の排出される第1リーマ排出溝26a、26bとを、前記ボディ12の基端側(矢印B方向)で連通させている。一方、第2リーマ排出溝28a、28bは、ドリル排出溝20a、20b及び第1リーマ排出溝26a、26bに対して非連通に形成される。
(もっと読む)
穴あけ/リーマ加工工具

【課題】穴あけ/リーマ加工工具を改善する。
【解決手段】穴あけ/リーマ加工工具(4)は、少なくとも1つの端面穴あけ主切れ刃(14)と、円周面に配設されたリーマ加工切れ刃(22)を有するリーマヘッド(10)を有する。主切れ刃(14)には、第1のらせん角(α1)で巻き付けられた主フルート(8)が割り当てられ、複数のリーマ加工切れ刃(22)には、それぞれ第2のらせん角(α2)で巻き付けられたリーマフルート(24)が割り当てられる。リーマ加工切れ刃(22)によって生成されるリーマ加工の切粉を効率的に搬出するために、リーマフルート(24)は、主フルート(8)に合流し、さらに遠くへと搬出するために、動作中に、切粉がリーマフルート(24)の外へ、主フルート(8)の中へと導かれる。第2のらせん角(α2)が第1のらせん角(α1)より大きく、リーマフルート(24)が主フルート(8)に開口するように提供される。
(もっと読む)
ドリルリーマ
【課題】十分なガイド機能と切粉排出性とを兼ね備えたドリルリーマを提供すること。
【解決手段】ドリルリーマ1は、ドリルボディ11に形成された一対のドリル溝12a,12b及びこれらドリル溝の回転方向後方側の端縁に設けられたドリル刃用のチップ31a,31bと、一対のリーマ溝13a,13b及びこれらリーマ溝の回転方向後方側の端部に設けられたリーマ刃用のチップ32a,32bと、を備える。ドリルボディ11には、ドリル刃用のチップ31a,31bと連設しリーマ用のチップ32a,32bの最大外径と略同径の第1丸ランド35a,35bと、リーマ刃用のチップ32a,32bと連設しこれらチップの最大外径と略同径の第2丸ランド37a,37bと、が形成され、ドリル溝12a,12bは、断面視で略二等辺三角形であり、その回転方向前方側の端縁には、第2丸ランド37a,37bと略同径の第3丸ランド38a,38bが形成されている。
(もっと読む)
バニシングドリルリーマ
【課題】加工穴の位置精度および加工径精度を高めることの可能なバニシングドリルリーマを提供する。
【解決手段】シャンク2に連なるドリル本体3に形成されたウェブの径外側に、軸方向から見て略扇状の3個の枝部7が軸方向に延びて形成される。この3個の枝部7のそれぞれ回転方向後方に、3個の分岐枝8が軸方向に延びて形成される。3個の枝部7の軸方向前端に3枚のドリル刃11が形成される。3個の分岐枝8の軸方向前端に3枚のリーマ刃12が形成される。このリーマ刃12の径方向最外端から連なる3枚の案内面14が分岐枝の径方向外側に形成される。穴あけ加工を行う際、3枚のドリル刃11がバニシングドリルリーマ1を回転方向に位相の異なる三方から支持するので、バニシングドリルリーマ1に作用する応力が均衡し、軸ブレが抑制される。この状態で、3枚のリーマ刃12により穴の内壁に精密な仕上げ加工が行なわれる。
(もっと読む)
バルブフィニッシャ
【課題】 簡易な構成でシリンダヘッド本体とシートガイドとの間の隙間部に切粉が侵入することを防ぐことができるバルブフィニッシャを提供する。
【解決手段】 シリンダヘッド本体に略円筒形状のシートガイドが挿入固定され、前記シリンダヘッド本体と前記シートガイドとの間に隙間部が形成されたシリンダヘッドを加工するためのものであって、本体と、該本体から突出して前記シートガイドの貫通孔に挿入されるガンリーマと、該ガンリーマの根元部を外嵌支持する略円筒形状のブシュとを備え、該ブシュが、前記隙間部に切粉が侵入することを防ぐ侵入防止機構を有する。前記侵入防止機構は、前記ブシュ内に形成されたクーラントの供給路と、前記ブシュの先端に形成されたクーラントの噴出口からなるもの、前記ブシュの先端から延びて前記隙間部の入口を塞ぐ突起部からなるものまたはその両方からなるものである。
(もっと読む)
多段リーマ
【課題】他の段の刃部の切削により生じた切削屑に起因する穴の加工精度の低下を防止した多段リーマを提供する。
【解決手段】第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されるクーラントの噴射方向を、第1刃部4aの加工面6aに開口するクーラント穴8aから噴射されるクーラントの噴射方向に対して反対向きに設定したので、第2刃部4bの切刃5bによる切削により生じた切削屑を、第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されたクーラントにより、先端側に対して反対向きへ排出することができる。これにより、第2刃部4bの切刃5bによる切削により生じた切削屑が、隣接する第1刃部4aと該第1刃部4aにより仕上げ加工された仕上面との間に入り込むこと等に起因する当該仕上面の傷を防止することができ、要求される穴の加工精度を確保することができる。
(もっと読む)
シリンダヘッドのバルブシート面とバルブガイド孔の加工装置
【課題】 加工箇所に十分なクーラントを供給し加工精度を向上でき、1つのクーラント供給回路を切り換えることでバイトとリーマにクーラントを供給できるシリンダヘッドのバルブシート面とバルブガイド孔の加工装置を提供する。
【解決手段】 主軸4に通孔8と、主軸4の中心に貫通孔7を設ける。その貫通孔7に挿通されたリーマ13を進退する可動軸15の中心には、第1、第2クーラント供給路22,23が形成されている。主軸4と可動軸15間には、連通空間26が形成されている。可動軸15が後退した時、第1クーラント供給路22と通孔8とが連通空間26を介して連通し、バイト用のクーラント流路11にクーラントが供給される。また、可動軸15が前進した時、第1、第2クーラント供給路22,23が連通空間26を介して連通し、リーマ用のクーラント流路14にクーラントが供給される。
(もっと読む)
切削工具
【課題】切削工具の工具本体のコンパクト化を図る。
【解決手段】軸線O回りに回転される工具本体1の先端部に穴加工工具12が挿入され、工具本体1の先端部外周に切刃4Cを備えたスライダー5が軸線Oに対して傾斜した方向に進退可能に設けられ、工具本体1後端部の取付穴1Aの先端側にはスライダー5を進退せしめるカップリング部材3が収容され、取付穴1Aの後端側からは、穴加工工具12を出没せしめる軸線O方向に進退可能な駆動軸9が先端側に向けてカップリング部材3に当接可能に挿入され、カップリング部材3の後端部には、軸線Oに平行に後端側に延びてその後端部に内周側に突出する係合凸部11Aが形成された係合爪11が突設させられ、駆動軸9の外周部には、係合凸部11Aを収容可能な係合溝9Aが軸線O方向に延びるように形成されていて、この係合溝9A先端側の溝壁部9Bが係合凸部11Aに当接可能とされている。
(もっと読む)
回転式シャフト工具、特に多段リーマ
本発明の課題は、より良好な操作が可能な、調節可能な切削直径を有するシャフト工具を提供することにある。例えば複数の刃を備える第1の切削ヘッドが形成された第1のシャフト部と、該第1のシャフト部内の凹部とを有し、該凹部の中には、例えば複数の刃を備える第2の切削ヘッドが設けられた第2のシャフト部が、該第1のシャフト部の中心軸において配置されており、前記第1の切削ヘッドの直径は調節可能である、回転式シャフト工具、特に多段リーマにおいて、本発明の基本的な態様は、前記第2のシャフト部が、第1のシャフト部の中にねじり可能にはめ込まれており、これらのシャフト部を互いにねじることによって、これらのシャフト部間の頑丈に固定された連結が実現される点にある。このため、このシャフト工具が、例えば工作機械のスピンドルの中にはめ込まれている時でも、両シャフト部の連結が可能であると共に、特にこれによって、第1の切削ヘッドの直径を変更することが可能である。 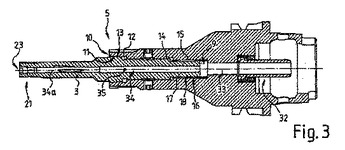 (もっと読む)
(もっと読む)
リーマ及びハンドリーマ
【課題】
小径の孔の後加工、仕上げ加工を、作業者の熟練度を要求することなく簡単に、而も精度よく行えるリーマを提供する。
【解決手段】
テーパ部と、該テーパ部の母線に沿って刻設された1本のV溝11とを有し、前記テーパ部周面と前記V溝の境界によって切り刃12が形成された。
(もっと読む)
1 - 10 / 17
[ Back to top ]