
国際特許分類[B23F5/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 製造されるべき歯に対する工作物のローリングオフ運動または包絡運動に連動して工具を移動させる直歯の製造 (114) | フライス削りによるもの (38)
国際特許分類[B23F5/20]の下位に属する分類
平歯車製造用ホブを用いるもの (19)
傘歯車製造用ホブを用いるもの (1)
ラック形断面形状を持つフライスを用いるもの
冠歯車または傘歯車の歯形と同じ断面形状をもつ切削工具を用いるもの (1)
国際特許分類[B23F5/20]に分類される特許
1 - 10 / 17
高信頼性の切削加工方法、およびこれを用いた切削ツールを含む装置

【課題】本発明の目的は、歯車の歯面または量産性の高い周期的構造物を切削加工する方法および装置を提供することを目的とするものである。
【解決手段】本発明は、ワークピース(50,70)に対して切削ツール(100)を設定し、押圧移動させる方法もおよび装置に関し、切削ツール(100)を用いて回転対称的で周期的な構造物を作製するものであり、ワークピース(50)を半径方向に供給移動させて、最初に、切削ツール(100)をワークピース(50,70)に接触させ、切削ツール(100)がワークピースに最初に接触した時から、切削ツール(100)を半径方向に押圧移動させて、回転対称的で周期的な構造物に対する適当な切削加工が完了するまで、ワークピースの所定の深さまで切込むものである。
(もっと読む)
工作機械で加工品をフライス加工することにより、歯のフランクを形成するための制御データを発生する方法および装置

【課題】歯切り後のフランク(歯面)の再加工を不要にすること
【解決手段】本発明は、発生された制御データに基づき、工作機械上でフライスカッターを連続的に通過させることにより、少なくとも5本の軸を有する数値制御式工作機械上で、特に汎用工作機械上で、加工品をフライス加工することにより、歯のフランクを形成するための制御データを発生する方法および装置であって、歯のフランクの幾何学的形状を予め定めるステップと、前記予め定められた歯のフランク上の接触パターンを定めるステップと、記予め定められた歯のフランクの幾何学的形状をを修正するためのパラメータを定めるステップと、前記特定された接触パターンエリアおよび前記定められたパラメータによって修正された歯のフランクの幾何学的形状が定められた接触パターンエリアに応じて制御データを発生するステップを備える方法および装置に関する。
(もっと読む)
工作機械において加工品をフライス加工することにより、平歯車の歯集合体のうちの歯を形成するための制御データを発生する方法および装置
【課題】平歯車の歯集合体を有する加工品の機械加工、処理または製造を更に簡略化
【解決手段】本発明は、発生された制御データに基づき、複数の機械加工経路に沿って工作機械のフライスカッターを連続的に移動させることによって少なくとも5本の軸を有する数値制御式工作機械で、特にフライス盤、汎用工作機械、マシニングセンターで、加工品をフライス加工することにより、所望する幅方向のクラウニングを有する平歯車の歯集合体のうちの歯を形成するための制御データを発生する方法および装置に関し、この方法は、平歯車の歯集合体のうちの歯の少なくとも1つの歯のフランクの幾何学的形状を提供するステップと、前記歯の前記所望する幅方向のクラウニングに従って、前記提供された歯のフランクの幾何学的形状の変更を決定するためのパラメータを決定するステップと、前記決定されたパラメータに基づき変更された歯のフランクの幾何学的形状に基づき、制御データを発生するためのステップとを備える。
(もっと読む)
複数の歯を具備する機械コンポーネントのブランク、および、その機械コンポーネントの製造方法
【課題】歯車の機械加工において、バリ・ストランドの除去操作が不要なブランクを提供する。
【解決手段】ブランクは、複数の歯の外側面の端部領域を構成するように提供される表面8を有すると共に、凹み12を有し、好ましくは、成形操作によって凹み12が実現され、前記凹み12の境界14が、前記表面8のエッジ領域16を構成している。機械コンポーネントを実現する目的のためのブランクの変更においては、凹み12の残りの領域が複数の歯についての歯の側面のチャンファを構成する方法で、複数の歯が実現される。
(もっと読む)
傘歯車のソフト機械加工用万能機械と対応する方法
【課題】傘歯車の製造を簡素化する。
【解決手段】工作主軸22.1の回転軸B1と同軸に配置された対向主軸台23を有する旋盤22を含む。旋盤22に保持された加工用ブランクK1に対して変位可能であり、かつ軸B2を中心にして回転するように装着された工具台25を有する多機能ツールホルダ24が設けられている。工具台25は1つ以上の工具を取り付けるために設けられる。フライス加工ヘッド27を備えた工具ハウジング26が設けられ、工具ハウジング26は旋盤22に保持された加工用ブランクK1に対して変位可能であり、フライス加工ヘッド27はフライス加工ヘッド軸B3を中心にして回転するように装着されている。制御装置が、加工用ブランクK1に対して、工具台25に取り付けられた工具を用いてまず旋削加工を施し、次にフライス加工ヘッド27を用いて歯形成加工を施す加工動作を制御する。
(もっと読む)
ヘリカル歯車の加工方法
【課題】ゴースト音の発生を未然に抑制する加工仕様を創設し、適切な歯車の歯数とカッタの条数の組み合わせで歯切りする歯車の加工方法を提供する。
【解決手段】ヘリカル歯車である歯車の歯数をZ、歯車の歯面を切削するカッタの条数をH、任意の正の整数をN、残部整数部分をMとして、Z=H×N+Mと表し、M=±1のいずれかを満たすか否かを判定する仕様判定ステップと、M=±1のいずれをも満たさないように、Z>H×Nを満たすNのうちの最大の整数であるN1に対応するMであるM1が、M1>1であり、Z<H×Nを満たすNのうちの最小の整数であるN2に対応するMであるM2が、M2<1であるという前記M1とM2の2つの条件を満たす前記歯数Zおよび前記条数Hとなる組み合わせで歯切りする歯切りステップと、を含む。
(もっと読む)
ヘリカル歯車の加工方法
【課題】カッタの送り速度を調整してゴースト音を抑制する歯車の加工方法を提供する。
【解決手段】ヘリカル歯車の歯数をZ、歯車の歯面を切削するカッタの条数をH、任意の正の整数をN1、残部整数部分をMとして、Z=H×N1+Mと表し、M=±1のいずれかを満たすか否かを判定する仕様判定ステップと、M=±1のいずれかを満たす歯数Zおよび条数Hとなる組み合わせで歯切りする歯切りステップと、を含む歯車の加工方法であって、歯車の幅方向に沿う方向における1歯噛み合い分長さδを設定し、カッタの送り速度をVとして、1歯噛み合い分長さδの中に形成される前記カッタのツールマーク数Tを、δ/Vから求めるツールマーク数算出ステップを有し、歯切りステップは、任意の自然数をN2、残部整数部分をKとして、T=N2×H+Kと表したとき、T=N2×H+1またはT=N2×H−1を満たさない送り速度Vを設定して歯切りする。
(もっと読む)
歯面加工方法
【課題】有歯部材の歯面を効率よく加工する技術を提供する。
【解決方法】 この歯面の加工方法では、筒状の有歯部材の側面に形成された歯面であり、その有歯部材の中心軸線A2に沿って伸びる歯面を加工する。この加工方法は、エンドミル30の中心軸線A1の向きを一定に保ちながら、有歯部材の中心軸線A2に平行にエンドミル30を移動させ、有歯部材の歯面をエンドミル30の側面刃で切削する第1切削工程と、有歯部材をその中心軸線A2周りに予め決められた角度だけ回転させる回転工程と、エンドミル30の中心軸線A1の向きを第1切削工程と同じ向きに保ちながら、有歯部材の中心軸線A2に平行にエンドミル30を移動させ、有歯部材の歯面をエンドミル30の側面刃で切削する第2切削工程を備えている。この加工方法では、エンドミル30の中心軸A1が一定に保たれていることで、有歯部材の歯面を効率よく加工することができる。
(もっと読む)
フェースギヤを製造するための方法及び工具
その外周に配列された切刃を有するカッター円板であって、それらの刃の研削エッジが該カッター円板の回転軸に対して垂直に配向され、それにより、ワーク(例えばフェースギヤ)に対してフェースギヤセットの相手ピニオンの圧力角と等しい角度で配向させることができるとともに、該ワークに歯元面を創成するために仮想ピニオン軸周りに回転させることができる平面を描くカッター円板。 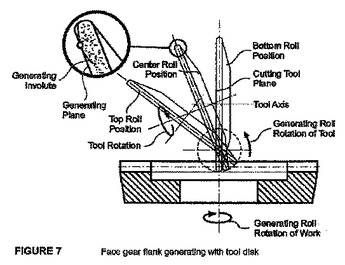 (もっと読む)
(もっと読む)
工作機械内にクランプされた加工品を生成機械加工するための装置およびギアを有する加工品を製造するための方法
【課題】工作機械にクランプされた加工品を少ない誤差でフレキシブルかつ効率的に、所望するプロフィルの幾何学的形状に機械加工すること
【解決手段】本発明は、工作機械にクランプされた加工品を機械加工するための装置、方法および工作機械に関し、この装置は、ホブフライス加工により加工品上でローリング可能なプロフィル、特にギアを成形するため、前記加工品の材料を除去するためのホビング工具と、このホビング工具を支持するためのホビング工具支持手段とを備え、この装置は、特にフライスヘッドの支持手段内に、本装置を固定するようになっているフライスヘッド固定手段を備え、工作機械(200)は少なくとも5本の軸を備える。
(もっと読む)
1 - 10 / 17
[ Back to top ]