
国際特許分類[B23G5/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121)
国際特許分類[B23G5/00]の下位に属する分類
調整用手段のないもの (84)
調整用手段をもつもの (6)
フライス (8)
他の工具,例.ドリル,と結合したもの (17)
国際特許分類[B23G5/00]に分類される特許
1 - 6 / 6
ねじ切り用切削工具
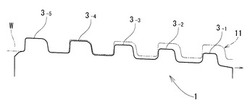
【課題】ねじ切り用切削工具を、切屑による加工面の傷付き防止のために、切屑の流れに方向性が付与されて切屑が工具軸方向に誘導されるものにすることを課題としている。
【解決手段】並列配置の複数の切れ刃3−1〜3−n(図のnは5)を備え、その複数の切れ刃でねじを段階的に切削してねじ山を生じさせるねじ切り用切削工具を改善の対象にして、その工具の仕上げ刃3−5を除く切れ刃の中の少なくともひとつを、工具の反送り方向側(送り方向側も可)に偏在させた。
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートの製造方法

【課題】すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートの製造方法を提供する。
【解決手段】原料粉末を成形、焼結することにより所定形状のTiCN基サーメット製切削インサートを作製した後、その表面にウエットブラスト処理を施すことにより、インサート表面部の硬質相に450〜1000MPaの残留圧縮応力を付与すると同時にインサート表面粗さを、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下に平滑化し、その表面に、物理蒸着法にて硬質被覆層を蒸着形成することにより、すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートを製造する。
(もっと読む)
ワーリング加工装置
【課題】簡素な構成でありながら精度良くバイトの位置決めを行えるワーリング加工装置を提供する。
【解決手段】ボルト3,3をゆるめて調整部材2をワーリングホイール1に対して変位させ、芯高座金8を異なる厚さのものに交換し、或いは所定の厚さになるよう加工したものを組み付け、一定の円周方向高さに位置決めされた芯高座金8にバイト4のすくい面を突き当てることによって、バイト4の芯高を一定にした後に、ボルト3,3を締め込むことで、調整部材2をワーリングホイールに固定する。芯高座金8に超硬又は焼き入れ材を使用すれば、耐摩耗性が向上するので、繰り返しの使用にも正確な周方向位置決め(芯高)が維持されることとなる。一方、径方向の位置がずれていた場合には、ボルト6をゆるめて、矩形状切欠2cと凹部1bの側面との間で、工具ホルダ5を微調整移動させた後、再度ボルト6を締め込むことで、工具ホルダ5を調整部材2に固定する。
(もっと読む)
切削工具およびその製造方法
【課題】切削寿命が長い切削工具およびその製造方法の提供
【解決手段】超硬材料で構成される金属焼結体表面に軟質粒子噴射による表面洗浄および表面形状加工処理を施した後、ドライコーテイング手法により硬質保護膜層を形成させる。硬質保護膜層は、金属炭化物、金属窒化物、金属酸化物またはこれらの複合化合物を主体とする被覆層であるのがよい。この切削工具は、例えば、ネジ切削用チェザーとして用いることができる。
(もっと読む)
ねじ切り工具、ねじ加工装置及びねじ加工方法
【課題】不完全ねじ部のばり取りを好適に行うことのできるねじ切り工具、ねじ加工装置及びねじ加工方法を提供する。
【解決手段】インサート1の各頂点部分それぞれに切削刃10を形成し、該切削刃10を、ねじ加工面側に突出形成されたねじ溝形状の切刃を有する主切刃部11、及び該主切刃部11によって切り出されるねじのピッチよりも長くねじ加工面に平行な切刃からなる先行さらい刃部12を中心に形成する。同主切刃部11によってねじ加工面にねじを切った後、ねじの切り始め部分における不完全ねじ部のねじ山頂部を、同先行さらい刃部12にて切り込んで該ねじ山頂部を平坦に加工する。
(もっと読む)
チェザー
【課題】 高速切削時における刃物寿命の向上を図る。
【解決手段】 ねじを切削する粗刃2と仕上げ刃3の2つの刃部を直列状に形成したチェザー1である。前記粗刃2と仕上げ刃3における、側面切削稜2b,2c及び3b,3cと、正面切削稜2a及び3aの各々の逃げ角γ1〜γ3を2〜10°とした。粗刃2の面積が、仕上げ刃3の面積の80〜95%となるようにする。
【効果】 刃部の個数や各刃部の形状を適正に決定することで、高速切削時における刃部の寿命延長が図れる。
(もっと読む)
1 - 6 / 6
[ Back to top ]