
国際特許分類[B23G5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121) | 調整用手段のないもの (84) | タップ (79)
国際特許分類[B23G5/06]に分類される特許
1 - 10 / 79
切削タップ
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
螺旋状溝タップ
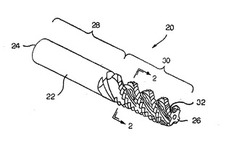
【課題】前端(26)と後端(24)とを有する細長い本体(22)を含む切削工具が提供する。
【解決手段】細長い本体(22)は、前端(26)の近傍を起点としてそこから後方に延びる溝付部(30)を有する。溝付部(30)は、切刃を定義する溝(36、38、40、42)を有する。溝は凹状すくい面(60)を有し、この場合、凹状すくい面(60)は第1の半径(R1)によって定義される。さらに、溝は、凹状すくい面(60)に隣接する凹状底面(66)を有し、この場合、凹状底面(66)は第2の半径(R2)によって定義される。溝は、凹状底面(66)に隣接する凸状ヒール面(64)を有し、この場合、凸状ヒール面(64)は第4の半径(R4)によって定義される。
(もっと読む)
切削タップ

【課題】材料の雌ねじを切削する切削タップを提供する。
【解決手段】細長いタップ本体(22)を有する切削タップであって、細長いタップ本体(22)の軸方向前端(24)が溝付部(30)を有し、溝付部(30)が面取り溝付部(54)と仕上げ溝付部(56)とを含む切削タップが提供される。面取り溝付部(54)の各切削ねじ山(58、62、66、68)は、すくい面角度で配置されたすくい面(72、76、80)を有し、前記すくい面角度は、切削ねじ山(58、62、66、68)が面取り溝付部(54)の軸方向前端(24)から軸方向後方に離れるとそれだけ負角になる。仕上げ溝付部(56)の各切削ねじ山(58、62、66、68)は、実質的に等しい仕上げすくい面角度で配置されたすくい面(72、76、80)を有する。仕上げすくい面角度は、面取り溝付部(54)の軸方向後方終端の切削ねじ山のすくい面角度よりも負角である。
(もっと読む)
管用テーパタップ
【課題】従来の管用テーパタップでは好適な深さまでの加工が目視では判断しづらく、ネジゲージで確認をしながらの加工となるため作業性が悪い場合があった。
従って、ネジゲージなどを用いなくても好適な深さのテーパめねじの加工を可能とする管用テーパタップを供給することを課題とする。
【解決手段】管用テーパタップの刃形状径よりもシャンク径を太くすることで、シャンク部分が被加工物に接触すると、管用テーパタップの進行を停止、阻止出来るようにすることにより、好適な深さのテーパめねじを加工することができる。
(もっと読む)
ハンドタップ
【課題】被加工物に雌ねじを形成する際に、略円柱状本体が雌ねじ形成用孔の中心線に沿って該雌ねじ形成用孔内に正確に挿入され、該雌ねじ形成用孔内に雌ねじが正確に形成されるようにしたハンドタップを提供する。
【解決手段】略円柱状本体3における一端部4の周面4aに雌ねじ形成刃5を設けてなるハンドタップ1において、該略円柱状本体3における当該一端部4の端面4bには、被加工物に穿設された円筒状の雌ねじ形成用孔と略同一の直径を有する円柱状の突起13を突設し、該被加工物に雌ねじを形成する際に、該突起13により該略円柱状本体3が該雌ねじ形成用孔の中心線に沿って案内され、該雌ねじ形成用孔内に正確に挿入されるようにしたことを特徴とするハンドタップ。
(もっと読む)
タップ
【課題】四角部におけるサイドスルー溝の有効溝面積を効果的に増大して内部供給されたクーラントを十分な量で加工ポイントに供給・浸透させることができる汎用性の高いサイドスルー方式のタップを提供する。
【解決手段】ねじ部11の外周に形成された少なくとも1本のタップ溝15に連通するようにシャンク部12の外周にサイドスルー溝16を形成すると共に、前記シャンク部12の後端に設けられた四角部14における前記サイドスルー溝16を、当該四角部14のコーナーに形成した。
(もっと読む)
ナット、ナット形成用タップおよびナットの加工方法
【課題】雌ねじと雄ねじとの当接位置を特定して実際にナットが雄ねじを締め付ける締め付け軸力を一定にするとともに、雌ねじの形状を簡素化してタップの製作コスト削減を図る。
【解決手段】ナット1において、雌ねじ2の向かい合う斜面3a,3bによって形成される谷部の角度A1,B1は、有効径D1の外側の谷部4よりも有効径D1の内側部分の方が大きく形成されるので、雄ねじ6側のねじ山斜面7が、雌ねじ2の有効径D1の外側に形成される谷部4と接触し、有効径D1の内側部分と接触しないようにすることができ、ナット1の雌ねじ2とボルト5の雄ねじ6との接触位置を特定して実際にナットが雄ねじを締め付ける締め付け軸力を一定にするとともに、雌ねじ2の向かい合う斜面3a,3bは有効径D1の位置で折り曲げられた簡素化された形状となり、タップ21の製作コスト削減を図ることができる。
(もっと読む)
案内付きタップ
【課題】ねじ下穴にバリを生じさせるような溝を有するナット、例えば溝付き六角ナットのめねじを形成するのに好適な案内付きタップを提供する。
【解決手段】軸方向前方に向かって外径が次第に小さくなるように形成された複数のねじ山4と、そのねじ山4を周方向に分断する溝9とを有するタップ本体2の軸方向前端に、ねじ下穴に嵌合するガイドピース3を取り付け、そのガイドピース3の外周に溝9よりも狭幅の切欠き15を形成し、その切欠き15の縁にねじ下穴のバリを取り除く切れ刃16を形成した構成の案内付きタップ1を採用する。
(もっと読む)
盛上げタップ
【課題】完全山部のガイド性を維持してピッチエラーを抑制しつつ、加工トルクを小さくして完全山部に溶着や凝着が生じることを抑制できる盛上げタップを提供すること。
【解決手段】第2完全山部32bのねじ山の頂に山払い加工が施され、第2完全山部32bのねじ山の外径が(D−(3/4)H)未満、即ち、めねじの有効径(寸法D2)と略同一寸法の下穴よりも小さく設定される。よって、めねじの塑性加工工程において、食付き部31による塑性変形によって被加工物に形成されるめねじと第2完全山部32bのねじ山との当接面積を小さくすることができる。よって、塑性変形により被加工物に形成されためねじと第2完全山部32bのねじ山との摩擦を小さくできるので、めねじの塑性加工工程における加工トルクを小さくして第2完全山部32bに溶着や凝着が生じることを抑制できる。
(もっと読む)
切削タップ
【課題】安定して高い精度のめねじを形成することが可能な切削タップを提供する。
【解決手段】軸方向前方に向かって外径が次第に小さくなるように形成された複数のねじ山10からなる食付き部1と、軸方向に沿って外径が一定の複数のねじ山20からなる完全山部2とを有する切削タップにおいて、完全山部2が、食付き部1のねじ山10に対して有効径d2および谷の径d1がいずれも同じねじ山20Aからなる谷底同径部2Aと、その谷底同径部2Aの軸方向後方に連続して設けられ、食付き部1のねじ山10に対して有効径d2は同じであるが谷の径d1’が大きいねじ山20Bからなる谷底大径部2Bとからなり、その谷底大径部2Bの谷底部分の回転方向前側の縁に谷底切れ刃6が形成されている構成を採用する。
(もっと読む)
1 - 10 / 79
[ Back to top ]