
国際特許分類[B23G7/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | 形状および使用方法の両方においてねじ切り工具と類似した工具を用いて,材料を工作物から取り去ることなしにねじを形成するもの (25)
国際特許分類[B23G7/00]の下位に属する分類
その目的のための工具 (8)
国際特許分類[B23G7/00]に分類される特許
1 - 10 / 17
雌ねじ成形方法
【課題】雄ねじの軸力を向上させることができる雌ねじを成形する雌ねじ成形方法を提供する。
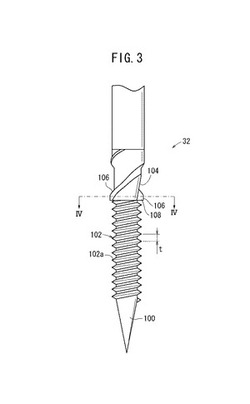
【解決手段】ワーク12に対して孔110を成形する先端に設けられた孔成形部100と、孔成形部100に対して連続して設けられたねじ成形部102と、ねじ成形部102の後端側に設けられた刃部108と、を有する加工ツール32を回転させながらワーク12に押圧することで雌ねじを成形する雌ねじ成形方法であって、孔成形部100によってワーク12に孔110を成形する孔成形工程と、ねじ成形部102によって孔110に雌ねじ14を成形する雌ねじ成形工程と、雌ねじ14の入口部分を刃部108によって除去してザクリ114を成形するザクリ成形工程とを有する。
(もっと読む)
盛上げタップ

【課題】完全山部のガイド性を維持してピッチエラーを抑制しつつ、加工トルクを小さくして完全山部に溶着や凝着が生じることを抑制できる盛上げタップを提供すること。
【解決手段】第2完全山部32bのねじ山の頂に山払い加工が施され、第2完全山部32bのねじ山の外径が(D−(3/4)H)未満、即ち、めねじの有効径(寸法D2)と略同一寸法の下穴よりも小さく設定される。よって、めねじの塑性加工工程において、食付き部31による塑性変形によって被加工物に形成されるめねじと第2完全山部32bのねじ山との当接面積を小さくすることができる。よって、塑性変形により被加工物に形成されためねじと第2完全山部32bのねじ山との摩擦を小さくできるので、めねじの塑性加工工程における加工トルクを小さくして第2完全山部32bに溶着や凝着が生じることを抑制できる。
(もっと読む)
盛上げタップ
【課題】盛上げタップのねじ山を研削加工する際の削り代や負荷を小さくして加工時間を一層短縮するとともに、タップ立て加工時に盛上げタップをリード送りするガイド機能が適切に得られるようにする。
【解決手段】完全山部26の後方側に設けられる円筒ねじ部28には5′〜15′の範囲内の勾配角αでバックテーパが設けられているため、従来のように30′以上の大きな勾配角でバックテーパを設ける場合に比較して、盛上げタップ10のねじ山18を研削加工する際の削り代や負荷が小さくなって加工時間が一層短縮される。また、勾配角αが15′以下であるため、タップ立て加工時に盛上げタップ10をリード送りするガイド機能が適切に得られるようになる一方、勾配角αが5′以上であるため、タップ立て加工時のめねじとの接触摩擦による負荷が適切に軽減される。
(もっと読む)
薄肉材用盛上げタップ
【課題】高い締付けトルクを保証して薄肉材に対しねじ立てを施すことができる薄肉材用盛上げタップを提供する。
【解決手段】タップのピッチ(P)と同程度の板厚の薄肉材に対しねじ立てを施す薄肉材用盛上げタップであって、タップのねじ山形において、とがり山の高さをHとした場合、山頂はその切りとり高さが可能な限りH/8に近づけて低く谷底はその切りとり高さがH/4を超えて浅くして、ひっかかり率(H2)を80〜85%に設定し、前記谷底の両側に内接する円のR面(r2)の始点をタップのピッチ(P)に応じてタップの有効径(H/2)から所定寸法(h)だけ下げると共に、前記タップの先端径を小さくした。
(もっと読む)
オイルホール付きタップ、およびオイルホール閉塞方法
【課題】オイルホールの先端開口部が閉塞部材によって確実に閉塞されることにより、高い流体圧力で安定した流体供給性能が得られるとともに、タップ本体の先端近くに吐出穴を設けることができるようにする。
【解決手段】タップ本体12を回転させつつアルミニウム板40に押圧することにより、アルミニウム板40を局部的に溶融させてタップ本体12の先端面34に一体的に固着させ、そのアルミニウム固着物をそのまま閉塞部材14として使用するため、簡単で且つ安価に閉塞部材14を設けることができる。このような閉塞部材14は、溶着等により強固に固着され、且つオイルホール30の先端開口部を密閉できるため、高い圧力で潤滑油を供給することにより安定した潤滑性能が得られる。また、タップ本体12の先端近くの食付き部18bに吐出穴32を設けることが可能で、通り穴にめねじを加工する場合でも食付き部18bを適切に潤滑することができる。
(もっと読む)
ハイス工具
【課題】ハイス工具の耐摩耗性を大きく低下させることなく潤滑性能を向上させる。
【解決手段】焼入焼戻し処理によって工具基材18に生成された炭化物30a、30bの中、バナジウムの炭化物30a以外のタングステンやモリブデンの炭化物30bが溶剤によって溶かして除去されることにより、工具基材18の表面20に多数の窪み32が形成され、その窪み32が油溜りとして用いられることにより、潤滑油剤を用いてねじ転造加工を行う際の潤滑性能が向上する。その場合に、炭化物30bが除去されることにより工具基材18の耐摩耗性が低下するが、最も硬度が高いバナジウムの炭化物30aが残っているため耐摩耗性の低下が抑制され、従来の水蒸気処理によって設けられる多孔質の酸化膜に比べると高い耐摩耗性が得られ、油溜り(窪み32そのもの)による潤滑性能の向上効果が長時間に亘って得られるようになって耐久性が向上する。
(もっと読む)
ハイス工具
【課題】ハイス工具の耐摩耗性を大きく低下させることなく潤滑性能を向上させる。
【解決手段】焼入焼戻し処理によって工具基材18に生成された炭化物30が所定の溶剤によって溶かして除去されることにより、工具基材18の表面20に多数の窪み32が形成され、その窪み32が油溜りとして用いられることにより、潤滑油剤を用いてねじ転造加工を行う際の潤滑性能が向上する。その場合に、炭化物30は硬質であるため、それが除去されることにより工具基材18の耐摩耗性が低下することが避けられないが、従来の水蒸気処理によって設けられる多孔質の酸化膜に比べると高い耐摩耗性が得られ、油溜り(窪み32そのもの)による潤滑性能の向上効果が長時間に亘って得られるようになって耐久性が向上する
(もっと読む)
太径雌ねじ加工用盛上げタップ
【課題】タッピングトルクの増大を効果的に軽減して呼び寸法がM40×3以上の雌ねじ加工を短時間で行なえる太径雌ねじ加工用盛上げタップを提供する。
【解決手段】本体1の外周に複数のラジアル部6a〜6hがねじ状に配設されて雄ねじ2が形成され、本体1を一方向に回転させて素材の内周面をラジアル部6a〜6hによって塑性変形させることにより呼び寸法がM40×3以上の雌ねじを形成する太径雌ねじ加工用盛上げタップにおいて、雄ねじ2には、先端に向って漸次小径となる食付き部3と完全山部4と後端に向って漸次小径となる後食付き部5とが軸方向に連続して形成されると共に、完全山部4におけるラジアル部6a〜6hには、ラジアル数が偶数の場合は三つに一つの割合で又は奇数の場合は一つ置きに山痩せしたラジアル部6c,6fが形成される。
(もっと読む)
前面が凹んだ組み合わせ工具
【課題】雌ねじを作成する。
【解決手段】本発明は、(a)少なくとも一つの刃先(11,13)を有する少なくとも一つの切削領域(5)と、(b)少なくとも一つのねじ山成形領域(6)と、を備え、(c)切削領域(5)とねじ山成形領域(6)とが工具軸(A)の周りに共に回転可能であるかまたは共に回転するように互いに接続されており、(d)少なくとも一つの切削領域(5)が前面工具端(19)に少なくとも一部形成されており、および/または少なくとも一つの切削領域(5)が前面工具端(19)と隣接しており、(e)チップを受け入れることを目的とする前面凹部(15)が前面工具端(19)に形成されている、ねじ山、特に雌ねじを作成する工具(2)に関する。
(もっと読む)
盛上げタップおよび面取りパーツ
【課題】穴の開口周囲の面取り精度を向上させると共に、ねじ等の挿入部材の固定を確実に行うこと。
【解決手段】
本発明の盛上げタップ1は、雌ねじのねじ立て加工と雌ねじの開口周囲の面取りとを行う盛上げタップ1であって、ねじ立て用のねじ切り部25aを先端方向に備えたシャンク25と、当該シャンク25に固定される固定部材22と、シャンク25に一端を固定され、固定部材22よりもねじ切り部25a側に配置されるスプリング20と、当該スプリング20の他端に固定され、スプリング20の伸縮によってシャンク25の長手方向に沿って可動に備えられると共に、ねじ切り部25a側に面取り用の面取り刃18を備えた面取り部材16とを備え、面取り刃18は、シャンク25がねじ挿入方向に回転する際に面取りを行う向きに刃先18cを備え、面取り部材16と被加工部材の表面との距離を規制して面取り部材16を止めるためのストッパー部材14を備える。
(もっと読む)
1 - 10 / 17
[ Back to top ]