
国際特許分類[B23K10/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390)
国際特許分類[B23K10/00]の下位に属する分類
プラズマ溶接 (156)
国際特許分類[B23K10/00]に分類される特許
1 - 10 / 234
熱切断加工装置及び熱切断加工方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋼板のプラズマ切断方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
プラズマアーク溶接方法及びプラズマアーク溶接装置
【課題】キーホール溶接に際して安定した一定高さの裏波ビードを確実に得ることができる新規なプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接時に出力される溶接電圧を検出し、その溶接電圧の周波数がその溶融池Pの固有振動数とほぼ一致するようにその溶接電圧の周波数を制御する。これによって、溶融池Pの振動数をその固有振動数に容易に制御することが可能となるため、キーホール溶接に際して安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
プラズマアーク溶接方法及びプラズマアーク溶接装置

【課題】キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができるプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接電流にパルス電流を用いると共に、このパルス電流のパルス周波数を溶融池Pが同期する周波数に制御して溶接する。これによって、キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
プラズマアーク溶接のモニタリング方法及びプラズマアーク溶接装置
【課題】キーホール溶接に際してその良否を精度良く判定できる新規なプラズマアーク溶接のモニタリング方法及びプラズマアーク溶接装置の提供。
【解決手段】プラズマアークによるキーホール溶接をモニタリングする方法であって、一定電流を用いて溶接したときの出力電圧を計測するステップと、計測した出力電圧のうち溶融池Pの振動と相関ある溶接電圧を周波数解析してピーク周波数とその分布を求めるステップと、溶融池Pの振動と相関あるピーク周波数を特定するステップと、特定したピーク周波数と周波数レンジとを比較して溶接の良否を判定するステップとを含む。これによって、溶融池Pの振動と相関あるピーク周波数と周波数レンジとを比較するだけで良好なキーホール溶接が行われているか否かを精度良く判定することができる。
(もっと読む)
インライン検査方法およびインライン検査装置ならびにプラズマ−MIG溶接方法
【課題】所望の強度を実現できるような貫通孔が形成されているかインラインで検査することのできるインライン検査方法および装置を提供すること。
【解決手段】インライン検査方法は、重ね合わせた複数のワークWを貫通溶接する際、貫通孔をインラインで検査する方法である。インライン検査装置10は、ワークに形成された貫通孔の下孔径とプラズマアーク溶接のアーク電圧との関係を示す検量線データをワークの板厚および溶接条件ごとに記憶する記憶手段12と、処理手段13とを備え、処理手段13は、プラズマアーク溶接中のアーク電圧を監視し、アーク電圧に基づいて重ね合わせた複数のワークが貫通したことを検出する貫通検出工程S1と、アーク電圧を監視し、ワークの貫通から所定時間経過した後に測定されたアーク電圧を検量線データと照合することで、形成された貫通孔の下孔径を検出する貫通孔径検出工程S2とを実行する。
(もっと読む)
2電極プラズマトーチによる溶接方法
【課題】 2電極プラズマ溶接において、溶接片端部における溶接不良を改善する。
【解決手段】 2電極配置空間に連通する2ノズルを有する2電極プラズマトーチ30を用いて、2ノズルの並び方向を溶接線と平行にしトーチと溶接片の一方を溶接線に沿う方向に走行駆動しつつ、各電極12a,12bでプラズマアークを発生し溶接するにおいて、先行極を予熱に設定し後行極を裏波形成溶接に設定し、後行極が溶接片の始端にあるときに、後行極のプラズマアークを起動し同時にトーチ走行駆動を低速で開始し、先行極がプラズマアークを起動した位置に後行極が到達すると、走行駆動を高速にかつ後行極のアーク電流とプラズマガス流量の両方又は片方を高く切換え、先行極が溶接片の後端に達する直前に先行極のプラズマアーク電流とプラズマガス流量の両方又は片方を下げて後端でプラズマアークを停止し、後行極が後端に達するとクレータ処理する。
(もっと読む)
プラズマ切断トーチ
【課題】冷却性能を向上して温度上昇を抑制するプラズマ切断トーチを実現する。
【解決手段】作動ガス導入管が中央に挿入されたトーチ本体金具の先端部に、先端に陰極材を有する電極を取り付け、電極と同軸上で電極外周部にプラズマ流を緊縮するチップと耐熱性を有するオリフィスとを隣接して設け、作動ガス導入管に導入した作動ガスが電極およびトーチ本体金具の内面と作動ガス導入管の外面との間の環状経路を通ってオリフィスを介してチップの内外面に通るように構成されたプラズマ切断トーチであり、電極内に挿入筒を設け、挿入筒の外周部に螺旋状の溝を設け、挿入筒の端部が電極の底部又は陰極材と接するように電極の内部に挿入筒を設ける。また、作動ガス導入管の外周部に螺旋状の溝を設け、作動ガス導入管の外周部とトーチ本体金具の内面とが接触するように作動ガス導入管をトーチ本体金具内に設ける。
(もっと読む)
プラズマキーホール溶接システム、および、プラズマキーホール溶接方法
【課題】 よりきれいなビードを形成できるプラズマキーホール溶接方法、および、プラズマキーホール溶接システムを提供すること。
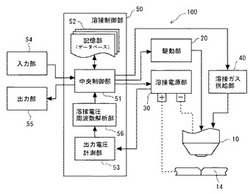
【解決手段】プラズマ電極112と母材Wとの間に、設定周波数Ffrのパルス電流を流す出力回路31と、母材Wに形成されたキーホールのサイズを検出するキーホールサイズ検出部と、上記キーホールサイズ検出部によって検出されたキーホールのサイズの変化に基づき、設定周波数Ffrを算出する周波数算出回路38と、を備える。このような構成によると、パルス電流の周波数を調整することによって、キーホールのサイズを調整できる。これにより、よりきれいなビードを形成することができる。
(もっと読む)
プラズマ切断方法
【課題】切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
(もっと読む)
1 - 10 / 234
[ Back to top ]