
国際特許分類[B23K101/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | 無制限長さのバンドまたはシート (49)
国際特許分類[B23K101/16]に分類される特許
1 - 10 / 49
レーザ加工システム、レーザ加工方法
【課題】装置構成を簡単にでき、制御を簡単にできるレーザ加工システム、レーザ加工方法を提供する。
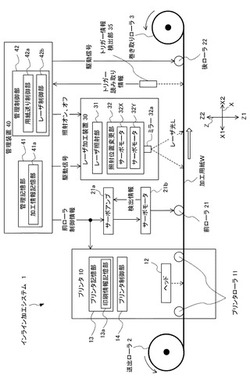
【解決手段】インライン加工システム1は、制御情報に対応した量だけ、加工用紙Wを送り方向Xに送る前ローラ21、サーボモータ21bと、レーザ光を照射するレーザ照射部31と、レーザ照射部31からのレーザ照射方向を変更することにより、レーザ照射部の加工用紙W上へのレーザ照射位置を、送り方向X及び奥行方向Yに移動する照射位置変更部32とを備え、管理制御部42は、制御情報を前ローラ21、サーボモータ21bに出力して、加工用紙Wの送り方向Xへの送り量を制御し、照射位置変更部32を、レーザ照射位置が、制御情報に対応した量だけ送り方向X及び奥行方向Yに変更するように制御する。
(もっと読む)
レーザ加工装置、レーザ加工方法、加工用紙

【課題】加工面とは反対側の面の膨らみを防止し、また、作業性がよいレーザ加工装置、レーザ加工方法、加工用紙を提供する。
【解決手段】インライン加工システム1は、レーザ光Lを照射するレーザ照射部31と、加工用紙Wに対するレーザ光Lのレーザ照射位置Pを移動する前ローラ10、後ローラ20、照射位置変更部32と、レーザ照射部31、照射位置変更部32等を制御する管理制御部53とを備え、管理制御部53は、レーザ光Lの出力を変えること、及び加工用紙Wに対するレーザ照射時間を変えること、の少なくとも1つを行うことにより、加工用紙Wのレーザ照射位置Pの移動軌跡上に、浅穴61及び深穴62の穴部加工を行い、穴部加工を繰り返し行い、浅穴61及び深穴62を連接して設けて、連続加工することにより連続した凹凸形状を形成する連続穴部加工を行う。
(もっと読む)
レーザ加工装置
【課題】 加工対象物の幅が広くなっても、微細な加工を行うことができるレーザ加工装置を提供する。
【解決手段】 送り機構が加工対象物を送り方向に送る。加工対象物の、被加工面とは反対側の表面に、支持装置が対向し、支持領域において、加工対象物の高さ方向の位置を規定する。加工対象物の被加工面から間隙を介して、遮光部材が配置されている。遮光部材に、送り方向と交差する方向に延在するスリットが設けられており、このスリットは、支持領域と少なくとも一部で重なる。ビーム断面の一部の領域が遮光部材のスリットと重なり、他の領域が遮光部材で遮光される状態で、レーザ照射装置が加工対象物にレーザビームを入射させ、スリットの延在する方向にレーザビームを走査する。
(もっと読む)
レーザ溶融接合用ベルト素材及びレーザ接合方法
【課題】レーザ光による接合部分における均一溶着を可能として接合強度や外観に優れるとともに、ベルト製品などのレーザ接合における生産性、コスト性に優れたレーザ溶融接合用ベルト素材を提供する。
【解決手段】加熱による融着性とレーザ光に対する透過性とを有した繊維シート11の片面にレーザ光吸収材層12を被覆し、さらにその表面を熱可塑性樹脂層13によりコーティングすることによりレーザ溶融接合用ベルト素材10を構成する。
(もっと読む)
フィルム基板及びそれを用いたフィルム型太陽電池
【課題】フィルム基板の張り付きを防止し、良好な搬送性を有するフィルム基板を提供すること。
【解決手段】フィルム基板11を送り出す巻き出し室2と、フィルム基板11を巻き取る巻き取り室3と、巻き出し室2と巻き取り室3との間に位置し、フィルム基板11の表面に製膜する製膜室4とを備えたロールツーロール方式のフィルム基板の製造装置において、巻き出し室2に配置されたレーザ照射部15によりフィルム基板11の一方の面にレーザ光を照射する。このレーザ光15aにより、フィルム基板11の表面に突起16を形成し、フィルム基板11の張り付きを防止し、フィルム基板11の搬送性を改善する。
(もっと読む)
注文仕様のシート状金属ストリップの製造方法
【課題】種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップを長手方向縁部に沿って連続プロセスで互いに溶接する方法を、比較的高レベルの溶接シーム強度が得られるように改善することにある。
【解決手段】本発明は、種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップが、長手方向縁部に沿って連続プロセスで互いに溶接される構成の注文仕様のシート状金属ストリップの製造方法に関する。この方法により製造されるシート状金属ストリップが比較的高レベルの溶接シーム強度が得られるようにするため、溶接すべきシート状金属ストリップとして、未コーティングのシート状金属ストリップが使用されること、および溶接により未コーティングのシート状金属ストリップから形成された注文仕様のシート状金属ストリップが次にコーティングされることを特徴とする。
(もっと読む)
クラッド材の製造方法
【課題】材質の異なる複数枚の金属板材を、夫々接合面を前処理により表面清浄化した後、接合面同士を密着させて圧延圧接するクラッド材の製造方法において、アルカリ溶剤や金属ブラシを使用することなく、金属板材の接合面を効果的に表面清浄化出来る方法を提供する。
【解決手段】金属板材の接合面の前処理方法として、金属板材の接合面に対し、金属板材と平行にキャビテーション噴流を噴射させることにより、金属板材の接合面を表面清浄化する。
(もっと読む)
加工方法およびそれに用いられる加工機
【課題】複雑な制御部を必要とせず、極めて簡単に、より高い安定した加工精度と作業操作性に優れた加工方法およびそれに用いられる加工機を提供する。
【解決手段】基材10(加工対象物)の所定部位にレーザー光LBを照射して所定形状の穿孔部(局所的切断)16を設ける加工方法であって、基材10の所定の部位に、光エネルギーを吸収して光エネルギーを熱エネルギーに変換する熱エネルギー変換層12を形成する変換層形成工程、および、熱エネルギー変換層12の部位と、熱エネルギー変換層12の近傍で、光エネルギーが熱エネルギーに変換されない部位14とに、連続してレーザー光LBを照射する照射工程を含み、照射工程により、レーザー光LBが照射された熱エネルギー変換層12を有する基材10の部位だけが穿孔されて、基材10の所定の部位に穿孔部(局所的切断)16が配設される。
(もっと読む)
レーザ加工装置
【課題】本発明は紙やフイルム等のシート状媒体に対してレーザ光を使用して加工を行うレーザ加工装置に関し、特に被加工物の高速移動に対応する小型のレーザ加工装置を提供することを目的とする。
【解決手段】レーザ加工装置として、レーザ光源と、該レーザ光源からの光を連続紙等の媒体上に照射する2つのヘッドを設け、更に上記レーザ光源から2つのヘッドに光を伝送する伝送光学系と、上記媒体を搬送する媒体搬送機構と、上記ヘッドを媒体に対して移動させる移動機構とを設け、光路切替部によってレーザ光源からのレーザ光を一方のヘッドに導き、媒体に対する加工処理を行なうと共に、他方のヘッドは加工開始位置に復帰させ、以後交互に2つのヘッドを操作し、順次媒体に対してレーザ光を照射し、媒体に対するレーザ加工を高速に行う。
(もっと読む)
溶接部特性に優れた電縫管の製造方法
【課題】帯材の左右の幅端部を突き合せて電縫溶接して電縫管を製造するに際して、電縫溶接前の帯材の幅端部にテーパ形状を適切に付与することによって、溶接品質を良好に保持することができる溶接部特性に優れた電縫管の製造方法を提供する。
【解決手段】帯材20の左右いずれか一方の幅端部のみについて、帯材20の上面側または/および下面側にテーパ形状を付与した後、電縫溶接する。
(もっと読む)
1 - 10 / 49
[ Back to top ]