
国際特許分類[B23K101/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | 工具 (27)
国際特許分類[B23K101/20]に分類される特許
1 - 10 / 27
銀ろう材
【課題】超硬合金部材を接合する際に用いる場合においても秀れた接合強度を発揮できる極めて実用性に秀れた銀ろう材の提供。
【解決手段】
銀(Ag)、銅(Cu)、亜鉛(Zn)及びコバルト(Co)を主成分とする銀ろう材であって、前記各成分の含有量を、Ag:48.0〜54.0質量%、Cu:19.0〜23.0質量%、Zn:13.0〜30.0質量%、Co:0.1〜2.3質量%とする。
(もっと読む)
工具用接合体、これを用いた切削工具および工具用接合体の製造方法
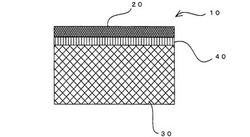
【課題】耐熱金属やダクタイル鋳鉄などの難削材を加工可能な高強度の工具用接合体を提供する。
【解決手段】アルミナ質焼結体で形成された第1の層と、超硬合金あるいはサーメットで形成された第2の層とを一体に接合し、この第2の層の厚みに対する第1の層の厚みの比を、0.03から0.50とした。また、第1の層と第2の層との熱膨張係数の差が1.0ppm/K以内とする。この結果、SiCウィスカー含有アルミナ質焼結体単身より曲げ強度の高い工具用接合体10を得ることができる。
(もっと読む)
ろう付け工具

【課題】乾式切削等に一旦使用された後に長期に亙って放置されても、ろう材のフラックスから発生する腐食性ガスによる工具表面の汚損等を生じることのないろう付け工具を提供する。
【解決手段】切刃15が形成された刃部13とシャンク部12とがろう付けにより接合されたろう付け工具にあって、刃部13の後端部には先端部よりも外径の小さなろう付け軸部13Aを形成するとともに、シャンク部12の先端部にはろう付け軸部13Aが挿入されてろう付けされるろう付け穴部12Aを形成し、刃部13におけるろう付け軸部13Aの先端側には、ろう付け穴部13Aの開口部から先端側に向かうに従いろう付け軸部13Aに対して外径が漸次大きくなる拡径部13Bを形成する。
(もっと読む)
ろう付け工具
【課題】刃部のシャンク部に対する高いろう付け精度は維持しつつ、刃部への応力や振動の緩和を図ってその折損を防止するとともに、工具がコスト高となるのも防ぐ。
【解決手段】切刃3Bが形成された刃部3とシャンク部2とがろう付けにより接合されたろう付け工具であって、刃部3の後端部にはろう付け軸部5が形成されるとともに、シャンク部2の先端部にはろう付け軸部5が挿入されてろう付けされるろう付け穴部4が形成されており、このろう付け穴部4の先端側には、ろう付け穴部4の後端側部分4Aよりも内径が大きくなる拡径部7が形成されている。
(もっと読む)
薄肉有底円筒金属部材およびその製造方法
【課題】薄肉有底円筒金属部材の内周面が酸化し、薄肉有底円筒金属部材の内周面に錆が発生してしまうことを防止することができ、薄肉有底円筒金属部材の肉厚方向に亀裂や割れが発生して、冷却穴を通過する冷却水が外に漏れ出すことを防止することができる薄肉有底円筒金属部材およびその製造方法を提供すること。
【解決手段】金属からなる外筒2と、この外筒2の内部に収容されて、その内部に、先端部1aにて底部1dを有する有底穴とされた冷却穴1cが形成された金属からなる内筒4とを有してなる薄肉有底円筒金属部材1であって、前記外筒2の内周面2aと、前記内筒4の外周面4aとが、ロウ材を介して密着した状態で接合されている。
(もっと読む)
複合材料とその製造方法および前記複合材料を用いた接合体
【課題】超硬合金やサーメットの基材と鋼等の相手材との接合において、基材と相手材とが強固に接合した接合体を得ることが可能な接合技術を提供する。
【解決手段】超硬合金またはサーメットの基材の少なくとも一表面に、カーボンナノチューブからなる層が形成されている複合材料であって、前記の複合材料は、超硬合金またはサーメットの成形体からなる基材を準備する基材準備工程と、基材の表面にカーボンナノチューブからなる層を形成するカーボンナノチューブ形成工程と、カーボンナノチューブを成形した基材を加熱して焼結する焼結工程とを有する製造方法により製造される。
(もっと読む)
接合体及びハニカム構造体成形用口金
【課題】第2の金属部材の接合界面付近の強度低下を防止した接合体を提供する。
【解決手段】炭化タングステン基超硬合金から構成された第1の金属部材2と、炭素当量が2.5〜3.5であり硫黄含有量が0.03質量%以下のマルテンサイト系ステンレス鋼から構成された第2の金属部材3とが接合されてなる接合体1。好ましくは、炭素当量2.5〜3.5のマルテンサイト系ステンレス鋼が、SUS431、SUS420J1、SUS420J2、SUS410、SUS410J1、S−STAR、PROVA−400、HPM38、STAVAX ESR及びSUS403からなる群から選択される少なくとも一種である接合体1。
(もっと読む)
接合体
【課題】切削中にロウ材が液相を生成する温度を越える高温となっても接合層の接合強度が低下することがなく、研削代の大きなcBN焼結体やダイヤモンド焼結体を準備する必要がない切削工具として好適な接合体を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材3とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置された800℃を超え1000℃未満の温度で液相を生成する接合材2を介して接合されており、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行われている。
(もっと読む)
高周波振動ホーン
【課題】超音波ホーン本体の結晶粒粗大化を防止し、ホーン全体の長寿命化及び振動特性に与える影響の極小化を図った高周波振動ホーンを提供する。
【解決手段】高周波振動ホーン10は、高周波電流の供給を受けた圧電素子2で発生した高周波振動の振幅を増幅する装置であり、圧電素子2で発生した高周波振動を伝達するホーン母材11と、ホーン母材11と着脱自在に取り付けられるねじ込みチップ12とを備え、ホーン母材11の高周波振動を外部へ送り出す側の端面S2にねじ込みチップ12を着脱自在に取り付けるためのチップ用ねじ穴13を設ける一方、このチップ用ねじ穴13にねじ込みチップ12を締結して、ねじ込みチップ12とホーン母材11とが一体化するように構成される。
(もっと読む)
セラミックス材を含有する固形状部材のキサゲ仕上げ加工方法及びそのためのスクレーパー
【課題】セラミックス材を含有する固形状部材の表面をスクレーピングするための方法及びそれに使用されるスクレーパーを提供する。
【解決手段】スクレーパー100はそのヘラ状部2の先端にダイヤモンドチップ1を固着したものからなる。このダイヤモンドチップ1は先端に弧状部1aを形成し、それに鈍角の角度θを有する二番部1bを連設するものからなる。スクレーピング2は弧状部1aを仕上げ加工用が部材4に押圧して行う。
(もっと読む)
1 - 10 / 27
[ Back to top ]