
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
11 - 20 / 219
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
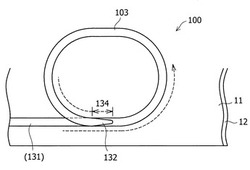
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間103に、当該溶接区間の終端部132を重ね、レーザ強度を漸減して溶接を終端させる。
(もっと読む)
接合装置及び接合方法

【課題】自動車ボディ外縁のアウタパネルの曲げ加工と同時に、アウタパネル及びインナパネルのレーザ溶接作業ができ、かつ、アウタパネルやインナパネルのめっきを除去するための作業時間の短縮をできる接合装置及び接合方法を提供する。
【解決手段】接合装置1は、ヘムローラ14を有し、ヘムローラ14をアウタパネル2及びインナパネル3に対して相対的に移動して、ヘムローラ14によりアウタパネル2を折り曲げて折り曲げ部2dを形成し、折り曲げ部2dにインナパネル3の挿入部3dを挿入する曲げ加工部10と、アウタパネル2及びインナパネル3に対してヘムローラ14と一体でヘム移動方向Yに移動するように設けられ、ヘムローラ14のヘム移動方向Yの後側Y2に配置され、レーザ光21aを発光するレーザヘッド21と、レーザヘッド21を、ヘム移動方向Yとは直交する直交方向Xに移動可能に支持するレーザ直交方向移動部25Xとを備える。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al系合金層で覆われており、そのZn−Al系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al系合金層は平均Al濃度:0.2〜22.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
合金化アルミめっき鋼板またはアルミ合金層を有するプレス部品のスポット溶接方法
【課題】溶接条件を最適化することによりチリの発生を抑制して安定したスポット溶接継ぎ手を製造可能な合金化アルミめっき鋼板のスポット溶接方法方法を提供する。
【解決手段】 鋼板の表面にFeを原子比で50%以上80%以下含有するFe-Al合金層を片面の厚さ5μm以上50μm以下有する合金化アルミめっき鋼板、または、表面にFeを原子比で50%以上80%以下含有するFe-Al合金層を片面の厚さ5μm以上50μm以下有するプレス部品をスポット溶接する方法において、電流の周波数が50Hzもしくは60Hzの単相交流スポット溶接機を用い、通電開始後に溶接電流を漸増させるアップスロープ通電期間を4サイクル以上20サイクル以下設け、その後に一定溶接電流通電期間を、接合する鋼板の板厚をt(mm)とした場合に、α×(4×t )サイクル以上、α×(10×t+10)サイクル以下、電源の周波数が60Hzの場合はα=1.2、50Hzの場合はα=1とすること、及び、直流インバーター電源を有するスポット溶接機を用い、通電開始後に溶接電流の漸増させるアップスロープ通電期間を70ms以上340ms以下設け、その後に一定溶接電流通電期間を、接合する鋼板の板厚をt(mm)とした場合に、100×t ms以上200×t+200ms以下とすることを特徴とする合金化アルミめっき鋼板のスポット溶接方法。
(もっと読む)
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を可能にする亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
【解決手段】亜鉛めっき鋼板のレーザ重ね溶接方法において、レーザのパワーPが7(kW)以上、照射スポット径φが0.4(mm)以上にて、亜鉛めっき鋼板の板厚t(mm)とした場合のレーザの単位時間・体積当たりのパワーP/φtvが、0.07〜0.11(kW・sec/mm3)となるような走行速度v(mm/sec)でレーザを走行させつつ照射することにより、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴から排出させつつ溶接する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
溶接終了制御方法および溶接方法
【課題】溶接終了時のワイヤ先端の玉を適正形状に形成することができずにアークスタートミスが発生し、生産ライン停止や余分な後処理が必要となり生産性の低下を招く。
【解決手段】溶接出力停止前に定常溶接電流から定常溶接電流より低い第1の電流に向けて電流を低減するステップと、第1の電流を第1の所定時間維持するステップと、溶接出力停止前において定常溶接電圧から定常溶接電圧より低い第1の電圧に向けて電圧を低減するステップと、第1の所定時間経過後に第1の電圧の印加を停止して溶接出力を停止するステップと、溶接出力を停止してから第2の所定時間後に第2の電圧を第3の所定時間印加するステップと、第3の所定時間における検出電圧が第1の閾値よりも低下した後にこの低下した電圧よりも増加した場合には、ワイヤと母材とが短絡した後に開放したと判別するステップからなる制御方法。
(もっと読む)
異材接合継手および異材接合方法
【課題】スポット溶接の接合界面におけるAl−Fe系の脆い金属間化合物層の生成自体を無くして、高い接合強度とできる、鋼板とアルミニウム合金板との異材接合継手および異材接合方法を提供することにある。
【解決手段】鋼板とアルミニウム合金板とを重ね合わせてスポット溶接により接合した異材接合継手であって、前記鋼板とアルミニウム合金板との界面に前記スポット溶接によって形成された界面反応層がAlとCuとの金属間化合物と金属Alとが互いに重なりあった層状の組織からなり、この界面反応層にFeとAlとの金属間化合物を有さずに、高い接合強度を得る。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
11 - 20 / 219
[ Back to top ]