
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
41 - 50 / 219
鋼板のガスシールドアークブレージング方法
【課題】鋼板の消耗電極式アークブレージングにおいて、特殊な複合ワイヤを用いることなく、ビードのぬれ性を改善するとともに、スパッタの発生を低減しビード幅の揃った平坦なビードを得ることを目的とする。
【解決手段】銅を主成分としケイ素とマンガンを含有する銅合金ワイヤを用い、ワイヤの前進後退動作による短絡溶滴移行を周期的に行い、シールドガスとして酸素ガス1.5〜7体積%を含み残部がアルゴンガスからなる混合ガスを使用する。短絡溶滴移行の1秒間の短絡回数を55〜85回に設定することが好ましく、銅合金ワイヤのワイヤ断面が中実で断面同質のソリッドワイヤを用いることが好ましい。
(もっと読む)
金属メッキ板のレーザー溶接方法
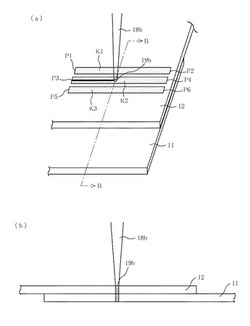
【課題】ブローホール等の溶融欠陥の形成の無い、良好な溶接を確実に実現することができるメッキ鋼板のレーザー溶接法を提供する。
【解決手段】下板11と上板12を重ね合わせる。第1のレーザービーム18aをその重ね合わせ部上の第1乃至第3の直線経路K1〜K3に沿って移動させ、第1のレーザービーム18aの広い照射領域19aに対応する下板11と上板12の重ね面に存在する亜鉛を蒸発、脱気する。その後、第1のレーザービーム18aよりもエネルギー密度が高く、狭い照射領域19bを有した第2のレーザービーム18bを第2の直線経路K2に沿って移動させながら照射し、狭い照射領域19bに対応する下板11と上板12の鋼板部分を溶融して溶接接合を形成する。
(もっと読む)
亜鉛めっき鋼板のレーザ溶接方法

【課題】添加物により亜鉛蒸気を亜鉛化合物にすることで、ポロシティの発生を抑制する亜鉛めっき鋼板のレーザ溶接方法。
【解決手段】複数枚の亜鉛めっき鋼板1、2を、添加物3を介して重ね合わせる段階と、亜鉛めっき鋼板1、2を加熱し、亜鉛めっき鋼板1、2に含まれる亜鉛と添加物3とを反応させて亜鉛化合物を生成する段階と、重ね合わせた部分に向けてレーザ光21を照射し溶接する段階と、を含む。
(もっと読む)
レーザ溶接部材およびレーザ溶接方法
【目的】この発明の目的は、スパッタ発生の防止や溶接面積の拡大ができるレーザ溶接部材およびレーザ溶接方法を提供する。
【解決手段】電解ニッケル膜8が被覆された銅の下側金属板1の上面に、無電解ニッケル−リンめっき膜9が被覆された銅の上側金属板3を重ね合わせ、所定圧力を負荷した状態で図示しないレーザ光を無電解ニッケル−リンめっき膜9が被覆された上側金属板3の上面より照射する。銅より融点の高い無電解ニッケル−リンめっき膜9にレーザ光を照射することで、スパッタの発生を防止し、溶接面積の拡大を図ることができる。
(もっと読む)
銅部材のレーザ溶接方法
【課題】第1銅部材と第2銅部材とを、スパッタを発生させることなく、YAGレーザ光によって高品質に容易にレーザ溶接できる銅部材のレーザ溶接方法を提供する。
【解決手段】表面側に電解ニッケルメッキ膜24が露出する第1銅部材20と、表面側に低融点金属メッキ膜27が露出する第2銅部材21とを、第1銅部材20裏面と第2銅部材21の表面とで接触させ、YAGレーザ光30を第1銅部材20の表面側の電解ニッケルメッキ膜24に、該電解ニッケルメッキ膜24は溶融することなく、第1銅部材20の銅の母材23から第2銅部材21の銅の母材25の表面側から少なくとも所定深さに至るまでの溶融部分32を溶融する照射条件で照射する。
(もっと読む)
突起部の形成装置、突起部の形成方法、溶接部材、レーザ溶接装置、およびレーザ溶接方法
【課題】表面処理層を介して重ね合わせた溶接部材をレーザ溶接するときに突起部によって溶接部材同士の間に隙間部を生じさせることによって、表面処理層が気化して発生した蒸気によって溶接欠陥が生じることを防止し、さらにレーザ溶接に要するコストを低減するとともに溶接作業の作業効率の低下を防止するレーザ溶接装置、およびレーザ溶接方法を提供する。
【解決手段】レーザ溶接装置500は、溶接部材300上に陥凹部341を形成する打ち込み部材520を、溶接面340と直交する基準線Oに対して傾斜させて打ち込むことによって溶接部材上の打点位置345に陥凹部を形成し、その陥凹部に連続させて突起部342をなす溶接部材の盛り上り部343を形成し、突起部によって重ね合わせた溶接部材同士の間に隙間部350を生じさせてレーザを照射する。
(もっと読む)
Sn系めっき鋼板のスポット溶接方法
【課題】
難溶性の素材、特にSnを主成分とするめっき鋼板を使用した時の連続打点性に優れたSn系めっき鋼板のスポット溶接方法を提供する。
【解決手段】
Sn系めっき鋼板のスポット溶接にあたり、厚さ1μm以上100μm以下のNiまたはNi合金の金属箔を介して接合することを特徴とする、Sn系めっき鋼板のスポット溶接方法、好ましくは、前記金属箔は600℃での電気抵抗率が1×10-6Ω・m以下、前記金属箔はNi-Cr合金であり、Cr含有率が4mass%以下である。
(もっと読む)
超音波金属接合機および、これを用いて得られる接合金属板
【課題】接合強度が安定した接合金属板を得ることができる超音波金属接合機および、これを用いて得られる接合金属板を提供する。
【解決手段】ホーンが超音波振動を開始すると、レーザードップラー振動計は、下側の金属板に生じる振動を検出して振動波形信号を振動解析判断装置に出力する(ステップS1)。振動解析判断装置は、この振動波形信号に基づいて、振動の振幅が所定振幅以上であるか否かを判断する(ステップS2)。この振幅が所定振幅以上の場合には(ステップS2でYES)、振動波形信号に基づいてこの振動が所定時間以上継続しているか否かを判断する(ステップS3)。振動が所定時間以上継続している場合には(ステップS3でYES)、振動停止信号を超音波金属接合機コントロール部に出力し、超音波金属接合機コントロール部はホーンの超音波振動を停止する(ステップS4)。
(もっと読む)
Sn系めっき鋼板のスポット溶接方法
【課題】
難溶性の素材、特にSnを主成分とするめっき鋼板を使用した時の連続打点性に優れたSn系めっき鋼板のスポット溶接方法を提供する。
【解決手段】
Sn系めっき鋼板のスポット溶接を向上させるもので、溶接電極内に棒状Niが電極チップの先端に面積率として5%以上50%以下埋設された電極チップを用いることによりSnと電極のCuの合金化を防止する。棒状Niの1本あたりの断面積が0.13mm2以下であると更に効果的である。
(もっと読む)
抵抗溶接用電極材料
【課題】長寿命化が可能な抵抗スポット溶接用電極を提供する。
【解決手段】Sn−Zn系めっき鋼板に当接して通電することにより、当該板材をスポット溶接する電極材料であって、Cuを主体とし、Niを3〜30質量%含み、更に、0.1〜1.0質量%のCr、0.1〜1.0質量%のSi、又は0.1〜5.0質量%のアルミナから選ばれる、1種もしくは2種以上を含み、残部をCu及び不可避不純物から成ることを特徴とする抵抗溶接用電極材料である。
(もっと読む)
41 - 50 / 219
[ Back to top ]