
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
61 - 70 / 219
接合強度特性に優れたラミネート鋼板の接合方法
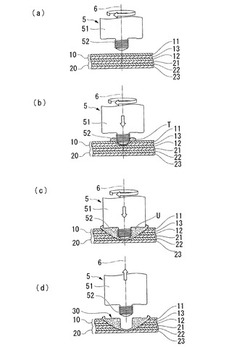
【課題】信頼性の高い接合が可能であるとともに十分に高い接合強度が得られる、接合強度特性に優れたラミネート鋼板の接合方法を提供する。
【解決手段】引張強さが250〜850MPa、板厚が0.2〜1.0mmの鋼板基材11、12、21、22と、厚さが0.05〜0.7mmの樹脂層13とが、少なくとも合わせて3層以上で交互に積層されてなるとともに最外層が鋼板基材とされ、総板厚が0.45〜2.1mmの範囲とされたラミネート鋼板10、20を接合する方法であり、高速回転する回転子5をラミネート鋼板に押圧し、回転子とラミネート鋼板との摩擦熱によって鋼板基材を部分的に軟化させ、該軟化部分を撹拌することによって鋼板基材を接合する摩擦攪拌点接合法を用い、回転子とラミネート鋼板との間の加圧力を3.0〜5.0kN、回転子の回転数を2750〜3250rpm、加圧時間を1.0〜3.0secの範囲の条件とする。
(もっと読む)
接合強度特性に優れた高強度鋼板の接合方法

【課題】特に炭素当量の高い高強度鋼板が適用される自動車のボデーやシャシーあるいはそれらの部品等を摩擦攪拌点接合法によって点接合した場合においても、十分に高い十字引張強さが得られる、接合強度特性に優れた高強度鋼板の接合方法を提供する。
【解決手段】引張強さが320〜1550MPa、板厚が0.6〜2.0mm、炭素当量が次式{C+Si/30+Mn/20+2P+4S>0.24(質量%)}で表される範囲とされた高強度鋼板10、20を接合する方法であり、高速回転する回転子5を高強度鋼板10、20に押圧し、回転子5と高強度鋼板10、20との摩擦熱によって高強度鋼板を部分的に軟化させ、軟化部分を撹拌することによって高強度鋼板を接合する摩擦攪拌点接合法を用い、回転子と高強度鋼板との間の加圧力を5.0〜8.0kN、回転子の回転数を2750〜3250rpm、加圧時間を1.0〜3.0secの範囲の条件とする。
(もっと読む)
Al合金−セラミックス複合材料用の接合材及びそれを用いた接合体
【課題】気体のリークを防止できるほど良好な気密性を有し、かつ、接合部の強度が高いAl合金-セラミックス複合材料接合体を提供する。
【解決手段】Mgの含有量が0.5質量%よりも少ないAl合金をマトリックスとしたAl合金-セラミックス複合材料同士が、その組成がAl、Zn、Mgおよび、その他不純物成分からなり、AlとZnの質量比Al/Znが0.85〜2.33、Mg含有量が0.5〜5.0質量%である接合材を用いてなる接合層を介して接合された接合体であって、前記接合層に接したAl合金−セラミックス複合材料のマトリックスのAl合金中に前記接合材のZnが拡散した拡散層を有する。
(もっと読む)
自動車のフレーム構造及びその製造方法
【課題】本発明は、軸方向に延びる複数のパイプ部材を備える自動車のフレーム構造及びその製造方法において、確実に軸方向に座屈変形を生じるようにパイプ部材を結合して、常に大きな衝突エネルギーの吸収量を得ることができるフレーム構造、及びその製造方法を提供することを目的とする。
【解決手段】レーザー発振機29によって発生させたレーザーを、照射ヘッド27に供給して、照射ヘッド27からレーザーLを照射する。この照射されたレーザーLは、ミラー20で反射させられ、円筒パイプ11Cの内部から接合部位を加熱して溶接する。
(もっと読む)
レーザ溶接方法
【課題】金属製の第1および第2の部材を重ね合わせ第1の部材の表面側よりレーザを照射して、両部材を接合するレーザ溶接方法において、低いレーザエネルギーで溶接可能としつつ、レーザの熱による第1の部材に施したメッキの爆飛やスパッタを抑制するのに適したレーザ溶接方法を提供する。
【解決手段】金属製の第1および第2の部材11、12を重ね合わせ第1の部材11の表面側よりレーザLを照射して、両部材11、12を接合するレーザ溶接方法において、両部材11、12の重ね合わせを行う前に、第1の部材11、第2の部材12にそれぞれ第1のメッキ21、第2のメッキ22を施すとともに、第1のメッキ21は、第2のメッキ22よりもレーザの吸収率が高く且つ第2のメッキ22よりも融点が同等かそれよりも高いものとする。
(もっと読む)
フラックス組成物
【課題】Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できる溶融溶接用フラックス組成物を提供する。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
(もっと読む)
亜鉛系合金めっき鋼材の溶接方法
【課題】亜鉛系合金めっき鋼材を溶接接合する際に、溶接部およびその近傍において割れが発生することなく、素材亜鉛系めっき鋼材の耐食性を維持できる溶接方法を提供する
【解決手段】少なくとも一方が亜鉛系合金めっき鋼材である鋼材同士を溶接接合する際、溶接ワイヤとしてフェライト系ステンレス鋼組成のものをもちいる。
亜鉛系合金めっき鋼材の母材の熱膨張率と溶接金属の熱膨張率が近似するため、溶接接合後に、溶接部あるいはその近傍での割れ発生を抑制することができる。また、溶接金属がフェライト系ステンレス鋼組成を有しているために耐食性にも優れた溶接構造物が得られる。
(もっと読む)
金属製ワークの加工方法
【課題】
金属製ワークへの塗装の装飾は、塗装を必要としない部位にセロファンテープを貼着して行っているが、微細な模様等を含めて奇麗に塗装するには高度の技術が必要とし、生産上の制約やデザイン的な妥協が生まれている。
【解決手段】
金属製のワーク1の表面を光沢面1aに仕上げる研磨加工行程Aと、光沢面1aに塗膜1bを塗布する塗装工程Bと、塗膜1bにレザー照射して塗膜1bにマーキング1cするレザー照射工程Cとを含み、レザー照射工程Cのマーキング1cは塗膜1bは剥離させるが光沢面1aにはダメージを与えない弱い出力のレザー光線を照射するものであり、更に、レザー照射工程Cを複数回繰り返し実施する工程を含むものであり、更には、レザー照射工程Cを実施した後にトップコートを形成するコーティング工程Dを含むものである。
(もっと読む)
金属の表面改質方法
【課題】回転工具を用いることにより、入熱手段による加熱を施すことなく金属の表面改質を行なう。
【解決手段】金属からなる改質部材45に挿入した状態で回転することにより改質部材45を処理する小径部42と、小径部42と一体化され、小径部42が処理している間に改質部材45を押圧する大径部43とを備えた回転工具41により改質部材45の表面を改質する方法であって、大径部43を改質部材45に押圧することにより、押圧された大径部43の一部を改質部材45に肉盛りさせる金属の表面改質方法。
(もっと読む)
亜鉛メッキ鋼板の化学的端末処理方法及びその端末処理装置
【課題】亜鉛メッキ鋼板の端末から亜鉛メッキを化学的に溶解除去し、且つ、溶解除去後の端末を赤錆の発生から効果的に保護することができる化学的端末処理方法及び装置を提供する。
【解決手段】化学的端末処理方法は、亜鉛メッキ鋼板の端末を塩酸液中に浸漬して、端末から亜鉛メッキを溶解除去した後、亜鉛メッキが除去された端末にアルカリ液を供給して、その端末に残留する塩酸液を中和し、この後、浄水又は純水からなる中性液を端末の表面に供給しながら端末表面を研削し、研削後に残存する水を抜水油により完全に油に置換し、最後に、端末の表面に防錆油の油膜を形成する。
(もっと読む)
61 - 70 / 219
[ Back to top ]