
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
71 - 80 / 219
樹脂皮膜の除去方法および除去装置
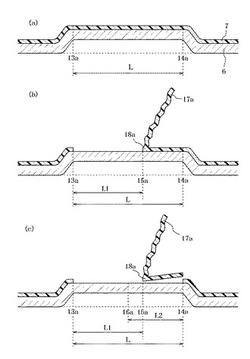
【課題】表面に樹脂皮膜をそなえる鋼板からなる金属缶の天板部に手環取り付け用座金を溶接するに先立ち、簡便かつ安価に溶接予定領域の樹脂皮膜を完全に天板から除去する。
【解決手段】溶接予定領域の長さをLとするとき、この領域の一端を起点として他端に向かって、先端を該樹脂皮膜の表面から押し込み鋼板地肌表面に当接させた樹脂皮膜除去刃具をL1(<L)の距離だけ移動させ、ついで、他端を起点として一端に向かって該樹脂皮膜除去刃具を上記と同様状態でL2(>L−L1)の距離を移動させると共に、該樹脂皮膜除去刃具の移動により除去された樹脂皮膜屑を吸引回収する。
(もっと読む)
レーザ溶接方法および溶接接合体

【課題】ポロシティの発生を防止して、溶接接合体の溶接品質を確保することができるレーザ溶接方法を提供する。
【解決手段】表面処理により表面層が形成された板材を含む複数の板材を重ね合わせてレーザ溶接するレーザ溶接方法であって、ガス排出孔55を形成する工程と、板材51,52を接合する工程と、を有する。ガス排出孔55を形成する工程は、表面層が形成された板材51と他の板材52との合わせ面から外方に連通して、レーザ光60の照射により気化する表面層の気化ガスを排出するガス排出孔55を、合わせ面の少なくとも一方の側に重ねられる板材51に形成する。板材51,52を接合する工程は、ガス排出孔55の近傍にレーザ光60を照射して、重ね合わされた複数の板材51,52を接合する。
(もっと読む)
レーザ溶接方法
【課題】低融点金属メッキが形成された複数の金属板の重ね合わせ部の溶接対象部にレーザ光を照射して重ね合わせ部の隙間の大きさにかかわらず溶接品質に優れ且つ安定した溶接を効率良く行えるレーザ溶接方法。
【解決手段】複数の鋼板16,17を重ね合わせ部25において、第1工程において溶接対象部14の全域を予熱可能な「×」型溶接パターン18となるようにレーザ溶接して溶接対象部14の全域の亜鉛メッキを蒸発除去する。次に第2工程において「×」型溶接パターン18により溶接対象部14の全域が予熱された状態で、「×」型溶接パターン18の外側端部を通過する「○」型溶接パターン19となるようにレーザ溶接し、溶接パターン溶接時の溶融金属量が増加して鋼板16,17の重ね合わせ部25の隙間が大きい場合でも安定して溶接接合を行うことができる。
(もっと読む)
レーザ溶接方法およびレーザ溶接システム
【課題】ポロシティの発生を防止して、溶接品質を向上させることのできるレーザ溶接方法を提供する。
【解決手段】防錆層53を持つ鋼板51、51同士の間に隙間を与えて、防錆層53が蒸発し、かつ鋼板が溶けない熱量となるようにレーザ光60をプレ照射し、その後、鋼板同士を接触させて溶接可能な熱量となるようにレーザ光を照射して溶接する。プレ照射により隙間から完全に防錆層物質を蒸発させた後、溶接を行うこととなるためポロシティの発生を防止することができる。
(もっと読む)
亜鉛メッキ鋼板のろう付け監視装置および亜鉛メッキ鋼板のろう付け監視方法
【課題】ガスバーナーを用いても火炎の温度調整を行えるようにしたろう付け装置の提供。
【解決手段】可燃性ガスと酸素とを燃焼させた火炎によってろう付けを行うガスバーナーBを用いたろう付け装置1において、
ろう付け部位近傍の火炎温度を検知可能な温度検知手段2と、温度検知手段2と接続されて温度検知手段2が検知した温度を受領し温度検知手段2の検知した温度によって可燃ガスおよび酸素の流量を制御可能なガス流量調整手段3とを設け、
ガス流量調整手段3は、温度検知手段2の検知する温度がろう材溶融温度以上であり且つ亜鉛メッキ鋼板の亜鉛沸点以下となるように可燃性ガスと酸素との流量を制御する。
(もっと読む)
微小薄肉金属パイプおよびその製造方法
【課題】微小肉厚の金属パイプを確実に量産製造する方法の提供。
【解決手段】所望のパイプ3肉厚と同一な外径寸法の金属の線材もしくは所望のパイプ肉厚となるような複数本からなる線材(撚り線)によってコイル加工を行い、そのコイル1を貴金属もしくは貴金属合金(ろう材2)の溶解中に浸漬させ、毛細管現象によりコイルの隙間にその溶解材を浸透させ、その後、コイルをゆっくり引き上げて溶解材をコイルの隙間内で固化させることにより筒体とする。
(もっと読む)
溶接形鋼の製造方法
【課題】T字継手部を備えた溶接形鋼をレーザー溶接法で製造するに際に、溶接部に窪みがなく、接合強度の高い溶接形鋼を簡便な方法で製造する。
【解決手段】いずれも鋼板からなるフランジ材1にウェブ材2の端部を垂直に押し当てたT字状継手部をレーザー溶接して溶接形鋼を製造する際、ウェブ材2の端部をフランジ材1に押圧しつつ、ウェブ材端部の接合部3にレーザー光4を照射する。
レーザー光4は、フランジ材1に対する傾斜角度αを30度以下にして照射することが好ましい。
この溶接方法は、フランジ材及びウェブ材として、Zn系めっき、好ましくはZnとAlを含む合金めっき、さらに好ましくはZnとAl及びMgを含む合金めっきが施されためっき鋼板を用いた溶接形鋼の製造に適用される。
(もっと読む)
金属箔溶接方法、金属箔溶接装置、および可撓性樹脂金属箔積層体製造装置
【課題】互いに重ねられた金属箔間の隙間が解消された状態で溶接可能な金属箔溶接方法および金属箔溶接装置、その金属箔溶接装置を備えた可撓性樹脂金属箔積層体製造装置を提供する。
【解決手段】重ねて配置された複数枚の銅箔12上に向かって圧力気体を局所的に噴射しつつ一方向Yに相対移動することによりその圧力気体による圧迫される部位を一方向Yへ相対移動させ、前記銅箔12上において前記圧力気体の噴射により圧迫されている部位に向かってレーザ光Lを照射しつつそのレーザ光Lの照射位置を一方向Yへ移動させることにより複数枚の銅箔12を相互に溶接することから、圧力気体の噴射により圧迫されている互いに重ねられた銅箔12間が密着させられた状態でレーザ光Lが照射されるので、高い溶接品質が得られる。
(もっと読む)
異種金属接合体及びその製造方法
【課題】金属間化合物を有しつつ、せん断強度及び剥離強度の高い接合部とする。
【解決手段】異種金属接合体は、アルミニウム系金属材20と、少なくとも表面の一部を亜鉛で被覆する鉄系金属材10と、を接合した異種金属接合体であって、鉄系金属材10とアルミニウム系金属材20との界面には、亜鉛がアルミニウムに固溶してなる合金層40が介在されており、さらに合金層40には、亜鉛が析出されている。合金層40には、鉄、アルミニウムおよび亜鉛からなる群より選択される2種以上の原子からなる金属間化合物23が分散されている。このようなレーザ照射とローラ圧接の組合せにより、接合対象とする金属材への急熱急冷効果を得ることができ、この急熱急冷効果でもって高い継手強度を有する異種金属接合体とできる。
(もっと読む)
摩擦点接合方法
【課題】アルミニウム製部材と亜鉛−鉄合金メッキ鋼製部材を点接合する摩擦点接合方法に関し、接合時のアルミニウム製部材のAlとZn−Fe合金メッキ層のZnの拡散を促進させ、接合強度の向上を図ると共に、接合時間を短縮する。
【解決手段】鋼製部材13のZn−Fe合金メッキ層14の表面がレーザー加熱により平滑化された後、Zn−Fe合金メッキ層14にアルミニウム製部材17を重ね合わせ、回転ツール7を回転させながらアルミニウム製部材17の接合部に押圧することにより、Zn−Fe合金メッキ層14のZnがアルミニウム製部材17内に拡散してZn拡散層18が形成されると共に、アルミニウム製部材17のAlがZn−Fe合金メッキ層14内に拡散してAl−Fe中間層19が形成され、この中間層19を介してアルミニウム製部材17と鋼製部材13の接合部が点接合される
(もっと読む)
71 - 80 / 219
[ Back to top ]