
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
81 - 90 / 219
形材の製造方法および形材
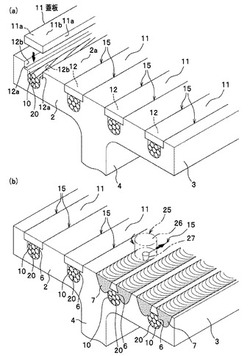
【課題】大きさが制限されることなく、効率的に製造でき、優れた外観を有する形材の製造方法および形材を提供することを課題とする。
【解決手段】形材本体2の表面側に開口する凹溝10に、形材本体2よりも強度の高い材質からなる補強材20を挿入し、凹溝10の開口部分に蓋板11を挿入し、凹溝10の側壁12bと蓋板11の側面11aとの突合せ部15に沿って摩擦撹拌を施して、補強材20と凹溝10との間の空隙部6に摩擦熱によって流動化させた塑性流動材7を流入させるようにした。
(もっと読む)
亜鉛系めっき鋼板のレーザー溶接方法

【課題】亜鉛系めっき鋼板を重ねレーザー溶接する際にめっき層から発生する亜鉛蒸気を抜け易くし、ブローホールなどの溶接欠陥を少なくする。
【解決手段】被溶接鋼板の一枚の鋼板表面に、凸部の幅をS1、残存凹部の幅をS2、重ね継手における板間隙間をG、重ね継手の薄い側の板厚をtとするとき、S1/S2≦1でかつ0.04≦G/t≦0.10となるように凸部が断面円弧状頂部を有する凹凸形状を形成し、二枚の鋼板を重ね合わせてレーザー溶接する。
(もっと読む)
異種金属接合部材及び異種金属接合方法
【課題】接合界面に金属間化合物層を有しながら、高い継手強度を備えた異種金属接合部材と、このような接合部材を効率的に製作することができる異種金属接合方法を提供すること。
【解決手段】異種金属材料1,2の接合界面に、少なくとも1種の金属間化合物を含む化合物層Lを形成し、この金属間化合物層Lが接合面積の52%以上の領域に、0.5〜3.2μmの厚さに分布するようにする。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】低沸点金属めっきが施された金属板を含む複数の金属板を高品質を保ちながら効率よくレーザ溶接する。
【解決手段】母材の融点よりも低い沸点を有する亜鉛(低沸点金属)のめっきが施された上側鋼板W1及び下側鋼板W2を重ね、これら上側鋼板W1及び下側鋼板W2の重ね合わせ部Oにレーザ光を照射して上側鋼板W1及び下側鋼板W2を溶接する。前進工程において、亜鉛めっき(低沸点金属めっき)のみが蒸発する低密度エネルギーのレーザ光LA1を照射しながら進み、後退工程において、前進工程における前進距離よりも短い距離だけ後退しながら上側鋼板W1及び下側鋼板W2を溶融接合する高密度エネルギーのレーザ光LA2を照射する。前進工程と後退工程とを繰り返し、レーザ光を溶接進行方向に対して前後に往復振動させながら溶接進行方向に移動する。
(もっと読む)
テープ状超電導線材とテープ状安定化材とのハンダ付け方法、及び、安定化材付きテープ状超電導線材
【課題】コイルを密に巻くのに適し、巻線時の劣化等が生じにくい断面形状を有する安定化材付きテープ状超電導線材が得られる、テープ状超電導線材とテープ状安定化材とのハンダ付け方法と、この方法により得た安定化材付きテープ状超電導線材を得る。
【解決手段】テープ状超電導線材1とテープ状安定化材2とをハンダ浴22に給送する工程と、ハンダ浴内において、ハンダを間に介して前記テープ状超電導線材と前記テープ状安定化材とを重ねて一体化して安定化材付きテープ状超電導線材3を形成する工程と、前記ハンダ浴から前記安定化材付きテープ状超電導線材を送り出す前後において、前記安定化材付きテープ状超電導線材を所定形状に矯正する工程と、前記テープ状超電導線材と前記テープ状安定化材との間のハンダを固化する工程とを有しているものである。このハンダ付け方法を用いて安定化材付きテープ状超電導線材を得るハンダ付け方法。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】炭酸ガスx容量%、酸素y容量%、残部がアルゴンからなる3種混合ガスを用い、炭酸ガスと酸素との混合比が以下の数式を同時に満足するものである。
y≦10・・(1)、y≧−x+45・・(2)、x≧40・・(3)、y≧−1/10x+5.5・・(4)、y≦1/20x−2・・(5)、y≧0・・(6)、y≧1/30x−5/3・・(7)、y≦−1/20x+5.5・・(8)、y≧3/40x−7/4・・(9)、y≦−1/3x+35・・(10)
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】本発明は自動車用の燃料タンク製造方法及び燃料タンクに関し、厳密な隙間管理を要することなく、溶接欠陥も生ずること無く、錫−亜鉛クロムフリーめっき鋼板の溶接により自動車用の燃料タンクの製造を実現することを目的とする。
【解決手段】自動車用燃料タンクは錫−亜鉛クロムフリーめっき鋼板を素材とする。錫−亜鉛クロムフリーめっき鋼板は絞り加工に付され、その結果、外周に沿ってフランジ部を形成した一対の半体10, 12が形成される。この一対の半体10, 12は夫々の凹部が内面側で対向するようにフランジ部10-1, 12-1にて突き当て密着せしめられ、このフランジ突当部10-1, 12-1に沿ってレーザビーム及びアークビームが当てられ、レーザ・アークハイブリッド溶接が行われる。燃料タンク面に取り付けられる燃料インレット管やブラケットなどの付属品についてもレーザ・アークハイブリッド溶接することができる。
(もっと読む)
レーザ溶接用アルミニウム又はアルミニウム合金部材
【課題】レーザ溶接によりアルミニウム合金等部材同士におけるレーザ溶接のレーザ溶接性を向上させる。
【解決手段】アルミニウム合金等の母材2の溶接面3に、アルミニウムよりレーザ吸収率が高く、アルミニウムより蒸気圧が低く、アルミニウムより沸点が高く、且つその膜厚が0.1μm以上とするレーザ吸収被膜4を形成することで、レーザ溶接により該レーザ吸収被膜4が母材2の沸点以上の高温状態になるとともに、レーザ吸収被膜4は母材2へ熱伝導を十分に行うので、アルミニウム合金等の母材は確実に溶融し、母材の溶接面に高強度の接合部を形成することができる。
(もっと読む)
異種金属の接合構造及び接合方法
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合構造と、接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2を重ね接合するに際して、両板材の重ね合わせ部分における第2の板材表面にデフォーカスさせた高エネルギービームBを照射しながら、加圧し、接合界面に金属間化合物層4を0.8〜5μmの厚さに形成して接合する。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】抵抗溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を容易に除去することができ、新生面同士の強固な接合が可能であると共に、必要に応じて異種金属接触による腐食を防止することができ、強度と耐食性の両立が可能な異材継手を安価に得ることができる異種金属の接合方法と、このような方法によって得られる異種金属の接合構造を提供する。
【解決手段】異種金属材料、例えば亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層1a中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポットあるいはシーム溶接するに際して、両異種金属材料1と2の間に、間隙Gを設け、必要に応じてシール材Sを介在させた状態で接合部を加圧し、通電することによって両異種金属材料1,2を接合する。
(もっと読む)
81 - 90 / 219
[ Back to top ]