
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
1 - 10 / 219
溶接形鋼の製造方法及び製造装置
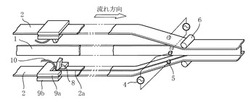
【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
溶接形鋼の製造方法及び製造装置

【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域、フランジ用鋼帯とウエブ用鋼帯の給電チップが接触する領域及び給電チップ接触部から接合部に到る領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
異種金属接合継手および異種金属の接合方法
【課題】耐食性に優れ、充分な接合強度を確保でき、効率よく接合できる異種金属接合継手および異種金属の接合方法を提供する。
【解決手段】一方の面または両面に亜鉛系めっき層2aが形成されている亜鉛系めっき鋼板2と、一方の面の少なくとも一部が亜鉛系めっき層2aに対向して配置されたアルミニウム合金板3と、亜鉛系めっき鋼板2とアルミニウム合金板3とがスポット溶接されてなる溶接部と、亜鉛系めっき鋼板2とアルミニウム合金板3との間の一部に配置された接着層4とを有し、接着層4が、エポキシ樹脂5と、Mg、Ni、Cr、Co、Alから選ばれる一種または二種以上の元素を合計で1質量%以上40質量%以下含有し、残部がZnおよび不可避不純物からなる一種または二種以上のZn合金粒子6とを含有し、Zn合金粒子6を体積分率で1%以上40%以下含有する異種金属接合継手1とする。
(もっと読む)
レーザ溶接方法
【課題】生産性を向上できるレーザ溶接方法を提供する。
【解決手段】表面処理が行われてめっき層W2・W2が形成される各ワークW・Wを重ね合わせ、各ワークW・Wの溶接形状に沿って走査するレーザ11を各ワークW・Wに照射することで、各ワークW・Wを溶融させるとともにめっき層W2・W2を気化させて、各ワークW・Wを接合するレーザ溶接方法であって、溶接形状に沿ったレーザ11照射後に、各ワークW・Wの溶融部W3の範囲内を走査するレーザ12・13を各ワークW・Wに照射する第一工程と、レーザ12・13照射後に、レーザ12・13の走査軌跡12L・13Lの範囲内を走査するレーザ14・15を各ワークW・Wに照射する第二工程と、を行う。
(もっと読む)
無鉛はんだ合金、およびこれを用いたガラス物品
【課題】ガラス基材上のはんだ付けに用いることができ、高温または低温に曝された場合にも、ガラス基材の割れが防止されかつ良好な接合強度を維持できる無鉛はんだ合金を提供する。
【解決手段】実質的に、インジウム、亜鉛、銀、および錫からなり、インジウムの含有量が66質量%以上93質量%以下、亜鉛の含有量が1質量%以上10質量%以下、銀の含有量が1質量%以上10質量%以下であり、残部が錫であることを特徴とする無鉛はんだ合金、または実質的に、インジウム、亜鉛および銀からなり、インジウムの含有量が80質量%以上93質量%以下、亜鉛の含有量が1質量%以上10質量%以下、銀の含有量が0質量%以上10質量%以下であることを特徴とする無鉛はんだ合金。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
ジルコニウムでライニングした鋼のプレート及びかかるプレートを用いて製造される化学デバイス要素部品
【課題】先行技術の方法の欠点を全く示さないジルコニウムのライニングを有する化学デバイス要素を得ることを可能にする方法を提供する。
【解決手段】化学デバイス要素のためのライニングされた組立部品の製造方法であって、以下の連続した段階を含む。a)鋼の支持部品、ジルコニウムライニング、及び支持部品とライニングとの間の銀及び銅を含む合金であるろう材を含む初期アセンブリの形成段階、b)制御雰囲気ろう付けチャンバ内に初期アセンブリを導入する段階、c)前記チャンバ内で制御雰囲気を形成する段階、d)前記ろう材の溶融温度に少なくとも等しい温度まで前記ユニットを再加熱する段階。前記初期アセンブリの形成前に、前記ジルコニウムライニングにチタン層の被着を実施し、かつチタンでライニングした面を前記ろう材と接触させるように前記ジルコニウムのライニングを位置づける。
(もっと読む)
スポット溶接用電極
【課題】本発明は、難溶性の素材、特にSnを主成分とするめっき鋼板を使用した場合の連続打点性により一層優れたスポット用電極を更に安価に提供することを目的とする。
【解決手段】Sn系めっき鋼板のスポット溶接用電極であって、厚さ1μm以上1000μm以下のNi又はNi合金からなる金属層を電極チップ先端に有しており、前記金属層の表面の面粗度Raが800nm以下であることを特徴とする、スポット溶接用電極である。
(もっと読む)
金属製板材のレーザー溶接方法
【課題】レーザー溶接を行う際に、板材間に隙間が無い場合であっても、隙間が広すぎる場合であっても、特別な治具や装置を不要にして設備費を低減するとともに、工程数の増加も回避し、健全なレーザー溶接を低コストで行えるようにする。
【解決手段】第1亜鉛めっき鋼板11及び第2亜鉛めっき鋼板12を重ね合わせて保持する準備工程と、第1亜鉛めっき鋼板11に、該第1亜鉛めっき鋼板11を第2亜鉛めっき鋼板12側へ向けて屈曲させるための屈曲用レーザー光を照射して、両板材11,12間に隙間が無い場合には隙間を生じさせ、一方、両板材11,12間の隙間が広すぎる場合には第1亜鉛めっき鋼板11の屈曲部分を第2亜鉛めっき鋼板12に接近させて隙間を調整する隙間調整工程と、溶接用レーザー光を照射して両板材11,12を溶接する溶接工程とを備えている。
(もっと読む)
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間の始端部の盛り上がりや終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した溶接区間103の始端部131にて、前記細長い穴を生じる前記条件を維持した状態で、当該溶接区間103の溶接を終端132させる。
(もっと読む)
1 - 10 / 219
[ Back to top ]