
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
11 - 20 / 205
鉛フリーはんだ合金
【課題】鉛フリーはんだ合金を用いたはんだ接合において、アルミニウム部材と異種金属材料のはんだ接合において、アルミニウム部材に鍍金等の前処理を施すことなく、信頼性の高いはんだ接合を可能とする特徴を有することに加え、従来のプリント基板に電子部品を接合する際においても、高い信頼性を有する鉛フリーはんだん合金を提供する
【解決手段】Sn-Cu-Niを基本組成とする鉛フリーはんだ合金に、1.5重量%以上のSb等を添加すること、及び、1.5重量%以上のSbと3.0重量%以上のAgを添加することにより、アルミニウム部材と異種金属部材、アルミニウム部材同士、及びアルミニウム以外の異種金属部材同士のはんだ接合において、鍍金等の前処理を施すことなく、極めて高い信頼性を有するはんだ接合が可能となる。
(もっと読む)
アルミニウムろう付品の製造方法
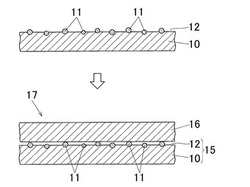
【課題】軟質のアルミニウムと他の材料とのろう付品の製造に際し、冷熱サイクルに対して接合界面の応力が緩和されて割れにくいろう付品を簡単な工程で製造する。
【解決手段】 Mg:0.1〜0.5質量%を含有し、不純物の合計量が0.1質量%以下であり、残部がAlからなるアルミニウム合金で構成されたアルミニウム基材(10)の少なくとも一つの面の表面に、コールドスプレーによって平均粒径25μm以下のSi粒子(11)を衝突させてSi付着量が3〜10g/m2のSi層(12)を形成することによりろう付用材料(15)を作製し、前記ろう付用材料(15)と他の材料(16)とを組み付けて真空ろう付する。
(もっと読む)
異材接合構造

【課題】異なる金属材相互の接合強度を向上すること。
【解決手段】振止部材(第一部材)14と、前記振止部材14とは異なる金属材で形成された接合部材(第二部材)15とを相互に接合する異材接合構造において、振止部材14を複数の接合部材151,152で挟み、各接合部材151,152を溶接接合する。各接合部材151,152を溶接した溶接材153の収縮により、接合部材151と接合部材152との間で振止部材14を挟持し、振止部材14と接合部材15とが接合される。この結果、異なる金属材を溶接する際の熱処理が不要となり、溶接作業を容易に行える。しかも、溶接材153の収縮によって接合部材151と接合部材152との間で振止部材14を挟持するため、異なる金属材である振止部材14と接合部材15との相互の接合強度を向上できる。
(もっと読む)
ジルコニウムでライニングした鋼のプレート及びかかるプレートを用いて製造される化学デバイス要素部品
【課題】先行技術の方法の欠点を全く示さないジルコニウムのライニングを有する化学デバイス要素を得ることを可能にする方法を提供する。
【解決手段】化学デバイス要素のためのライニングされた組立部品の製造方法であって、以下の連続した段階を含む。a)鋼の支持部品、ジルコニウムライニング、及び支持部品とライニングとの間の銀及び銅を含む合金であるろう材を含む初期アセンブリの形成段階、b)制御雰囲気ろう付けチャンバ内に初期アセンブリを導入する段階、c)前記チャンバ内で制御雰囲気を形成する段階、d)前記ろう材の溶融温度に少なくとも等しい温度まで前記ユニットを再加熱する段階。前記初期アセンブリの形成前に、前記ジルコニウムライニングにチタン層の被着を実施し、かつチタンでライニングした面を前記ろう材と接触させるように前記ジルコニウムのライニングを位置づける。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
異種金属溶接方法及び異種金属接合体
【課題】溶接割れを抑制し、ロバスト性を向上させることのできる異種金属溶接方法、及び溶接割れを抑制した高品質な異種金属接合体を提供すること。
【解決手段】ターボチャージャ1のロータ軸2とタービン翼車4の突き合わせ部分を1度全周に亘って電子ビームを照射する第1の溶接を終えた後に、ビーム照射位置を変位させて再度全周に亘って電子ビームを照射する第2の溶接を行う。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
浸炭ロウ付け法
【課題】クロム系ステンレス鋼からなるスラブ搬送装置の掴み爪を最大930℃の高温域で浸炭焼き入れする工程において、浸炭焼き入れと同時に掴み爪にステライト丸棒を銀ロウ付けするためには少なくとも930℃の高温域で安定して銀ロウ付け状態が維持できることが必要であった。
【解決手段】100%フッ化物の液体フラックスと銀ロウの組み合わせにて、浸炭温度の930℃までフッ素が出続けることでロウ材とロウ付け面のシール作用、清浄作用、表面張力除去作用が可能となり信頼性の高い浸炭ロウ付けが可能になった。
(もっと読む)
廃液処理装置
【課題】本発明は、水を亜臨界水、過熱水蒸気又は超臨界水に変化させても、蒸気のリークを抑制することが可能な廃液処理装置を提供することを目的とする。
【解決手段】水及び有機物を含む廃液を処理する廃液処理装置は、水を亜臨界水、過熱水蒸気又は超臨界水に変化させると共に、有機物を酸化させる反応器10と、反応器10に廃液を供給する廃液供給部と、反応器10に空気を供給する空気供給部と、反応器10を加熱するヒーター50を有し、反応器10は、外管11aと内管11bが接合されている二重管11を有し、外管11a及び内管11bの25℃における線膨張係数をそれぞれα1及びα2、ヒーター50により加熱される反応器10の内部の温度をTとすると、式
α1<α2
0<(α2−α1)×(T−25)≦2×10−3
を満たす。
(もっと読む)
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
(もっと読む)
11 - 20 / 205
[ Back to top ]