
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
81 - 90 / 205
異種金属の接合方法及び過給機
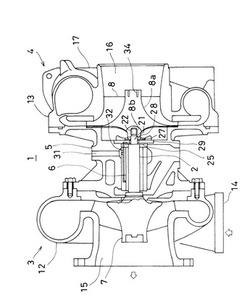
【課題】コンプレッサ翼車を中実構造とし、空気の圧力比の増大を可能とし、内燃機関の出力増大、効率の向上を図ると共に、コンプレッサ翼車と回転軸との連結強度を増大し、更にコンプレッサ翼車と回転軸との着脱を繰返した場合でも連結状態の劣化を防止し、連結強度の低下、ガタツキ発生を抑止し、信頼性を向上させる。
【解決手段】タービン翼車7から延出する回転軸2の先端にコンプレッサ翼車8が設けられ、前記回転軸が軸受ハウジング5に回転自在に支持され、前記タービン翼車はタービンハウジング12に収納され、前記コンプレッサ翼車はコンプレッサハウジング13に収納された過給機1であって、前記コンプレッサ翼車はアルミ合金製のディスク部8aと該ディスク部に摩擦接合された鋼製、又は鋼合金製のボス部8bから成り、前記回転軸の先端部に螺子部22が形成され、該螺子部が前記ボス部に螺合して前記回転軸と前記コンプレッサ翼車が連結された。
(もっと読む)
異材接合方法及び装置

【課題】異種金属同士を摩擦攪拌接合により接合する方法において、主として軟質材により形成される接合部の強度を高く維持することができる異材接合方法及び装置を提供する。
【解決手段】金属製の硬質板材2と、該硬質板材2より硬度の低い異種金属材料からなる軟質板材1とを突き合わせ、該突き合わせ部5の軟質板材1側に回転工具10のピン12を挿入し、該回転工具のショルダ11で板面を押圧した状態にてショルダ11とピン12を回転させながら移動させ、回転の摩擦熱により軟質板材1を塑性流動させて板材同士を接合する異材接合方法において、前記突き合わせ部5に、軟質板材1が硬質板材2より肉厚が大となる段差3を設けて、ショルダ11と硬質板材2との間に隙間が形成されるようにし、回転工具10の回転により軟化流動した軟質材4が隙間に浸入するようにした。
(もっと読む)
炭素材と銅合金材を冶金的に接合する高熱負荷機器製造方法
【課題】 炭素材と銅合金を冶金的接合することにより高熱負荷機器を製造する方法、特に核融合炉のダイバータにおけるCFCブロックと銅合金製冷却管を良好に接合する用にした製造方法を提供する。
【解決手段】 炭素材であるCFCブロック11の表面に炭素と接合性のよいメタル層12を形成し、そのメタル層12と銅合金材13を緩衝材15を介して対向するように配置し、CFCブロック11と緩衝材15の間および緩衝材15と銅合金材13の間に薄膜状のロウ材14,16を介挿して組み上げた組立体を、真空ロウ付けし、時効処理して、高熱負荷機器を製造する。
(もっと読む)
銅銀系ろう材および電子部品用パッケージの蓋用クラッド材
【課題】電子部品用パッケージのセラミックス製ケースを封止する蓋などに使用されるFe−Ni系金属材や銅系金属材に対して良好な接合性を備えた銅銀系ろう材および電子部品用パッケージの蓋用クラッド材を提供する。
【解決手段】本発明のろう材は、Cu−P合金で形成されたCu−P合金層3の片面又は両面にCu−Ag合金で形成されたCu−Ag層3が積層された積層構造を備える。前記Cu−P合金はP:2.0〜3.2%、残部Cuおよび不純物からなり、前記Cu−Ag合金はAg:40〜90%、残部Cuおよび不純物からなり、積層方向における平均組成がP:1.5〜3.0%、Ag:15.0〜35%、残部Cuおよび不純物からなる。ろう材は、積層構造に限らず、前記平均組成の単一材としてもよい。
(もっと読む)
熱交換器及びその製造方法
【課題】組立が極めて容易で、且つ、製造コストの低い熱交換器およびその製造方法を提供する。
【解決手段】金属部材Aとこの金属部材Aに対して異種金属である金属部材Bとのろう付けにより形成される熱交換器であって、前記金属部材A及び前記金属部材Bが、互いの接触により各々の融点が低下する金属で構成され、前記金属部材A及び金属部材Bが、相互のろう付け接合部が接触した状態で熱処理によりろう付けされてなる熱交換器を提供する。
(もっと読む)
シャフトと回転部品の接合
本発明は、シャフトと回転部品、特にシャフト(10)とエグゾーストターボチャージャ(16)のタービンホイール(12)との接合に関し、この場合、シャフト(10)と回転部品(12)とを間接的に接合している中間部品(18)が設けられている。その際、回転部品(12)と中間部品(18)との接合は、ポジティブ結合及び/又は摩擦結合、特にリベット接合として行われる。さらに、本発明は、このような種類の接合を行う方法に関する。 (もっと読む)
部材の接合方法
【課題】加熱及び冷却の熱サイクルの繰り返しに対して十分な耐久性を得ることができる部材の接合方法を提供する。
【解決手段】
部材の接合方法では、2つの被接合部材2,4の間に、Ag層6,8,7とBi層9a,9bとを形成し、Ag層6,8,7及びBi層9a,9bを加熱してAg−Bi合金からなる接合層3を形成する。接合層3は、Ag−Bi合金中に偏析しているBiが35質量%未満となっている。一方の被接合部材4はAlからなり、他方の被接合部材2はSiからなる。
(もっと読む)
摩擦撹拌溶接物並びに該摩擦撹拌溶接物を製造するシステム及び方法
【課題】摩擦撹拌溶接物並びに該溶接物を製造するシステム及び方法を提供する。
【解決手段】金属製品は、第1中心−中立軸115を有する第1金属プレート110と、第2中心−中立軸125を有する第2金属プレート120と、第1金属プレート及び第2金属プレートを結合する摩擦撹拌角溶接部と、を含んでおり、第1金属プレートの第1中心−中立軸は第2金属プレートの第2中心−中立軸に対して傾斜している。摩擦撹拌溶接物を作製するシステム150は、第1支持面162及び第2支持面164を有するバックアップアンビル160を含んでおり、第1支持面は第1金属プレートを受けて支持することができ、第2支持面は第2金属プレートを受けて支持することができ、第1金属プレートの中心−中立軸は第2金属プレートの中心−中立軸に対して傾斜している。
(もっと読む)
接合材とその製造方法及び交通輸送手段の構体
【課題】強度や剛性などを維持しつつ軽量化を図ることができる接合材とその製造方法及び交通輸送手段の構体を提供する。
【解決手段】接合材3は、鉄道車両などの交通輸送手段の構体に使用される。接合材3は、金属3aと金属3bとを接着材層3cによって接合したサンドイッチ構造の合せ板材(クラッド材)である。金属3aは、アルミニウム合金、チタン合金又はステンレス鋼などの合金板材(バルク材)である。アルミニウム合金としては、展伸用アルミニウム合金が好ましく、強度と耐食性に優れ時効硬化により所定の強度を得ることができる6000系アルミニウム合金などの熱処理型合金が特に好ましい。金属3bは、マグネシウム合金であり、押し出し加工がされたマグネシウム合金押し出し材である。接着剤層3cは、塗布後に加熱処理する場合にはエポキシ接着剤などの強力接着剤が好ましい。
(もっと読む)
異種材接合方法
【課題】十分な接合強度を確保できる異種材接合方法を提供すること。
【解決手段】異種材接合方法は、アルミニウム材1と鋼材2とを重ね、鋼材2のみを加熱し、アルミニウム材1と鋼材2とを加圧し、これらアルミニウム材1および鋼材2を接合する。ここで、鋼材2を加熱する際には、重ねられたアルミニウム材1および鋼材2に対しアルミニウム材1側のみに設けられた高周波コイル3により、鋼材2のうちアルミニウム材1と接する部分のみを高周波誘導加熱する。
(もっと読む)
81 - 90 / 205
[ Back to top ]