
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
1 - 10 / 205
電子素子搭載用基板
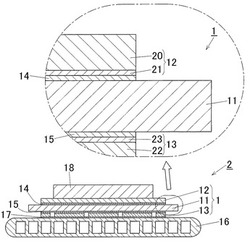
【課題】絶縁基板とアルミニウムからなる回路層および緩衝層との接合界面に余剰ろう材が残存しない電子素子搭載用基板を提供する。
【解決手段】絶縁基板(11)の一方の面に電子素子を搭載するアルミニウム回路層(12)がろう付され、他方の面にアルミニウム層(13)がろう付された電子素子搭載用基板(1)であって、前記アルミニウム回路層(12)およびアルミニウム層(13)の少なくとも一方は、母材(20)(22)の絶縁基板側にアルミニウムまたはアルミニウム合金からなる微細結晶層(21)(23)がクラッドされたクラッド材で構成され、ろう付後の前記微細結晶層(21)(23)の結晶粒の平均粒径が10〜500μmとなされていることを特徴とする。
(もっと読む)
部材の接合構造およびその接合方法、パッケージ

【課題】電子部品のボンディングや動作時の温度に対して安定であり、反りや歪みを抑制できる部材の接合構造、接合方法およびそれを用いたパッケージを提供する。
【解決手段】電子部品を収容または載置する部材の接合構造であって、第1の部材と、第1の部材に接合された第2の部材と、第1の部材の接合面と、第2の部材の接合面と、の間に介在する接合部13と、を備える。接合部は、錫(Sn)、インジウム(In)および亜鉛(Zn)のうちの少なくとも1つの金属と、銅(Cu)と、を含み、第1の部材および第2の部材の少なくともいずれか一方の側に向けて金属の含有量が減少し、同じ方向に銅の含有量が増加する。
(もっと読む)
スポット溶接装置
【課題】剛性の異なる板材を重ね合わせた被溶接部材をスポット溶接するにあたり、優れた作業効率及び溶接品質が得られるスポット溶接装置を提供する。
【解決手段】可動側電極25を固定側電極15と協働して被溶接部材100に加圧力を付与する加圧位置に移動せしめる加圧力アクチュエータ20と、固定側電極15に隣接して受部39を被溶接部材100に当接して制御加圧力を付与する制御加圧位置に移動せしめる制御加圧力付与アクチュエータ31と、溶接トランス40を有し、溶接ロボットに支持されて支持ブラケット2に前方に加圧力アクチュエータ20を配置し、加圧力アクチュエータ20の後方に制御加圧力付与アクチュエータ31及び溶接トランス40が直線状に配置する。スポット溶接装置1の幅方向寸法が抑制されて小型化されると共に可動側電極25及び固定側電極15の周囲に作業空間が確保される。
(もっと読む)
スポット溶接装置
【課題】2枚の厚板に薄板を重ねた被溶接部材をスポット溶接にあたり、安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】薄板101、第1厚板102、第2厚板103が順に重ね合わせた被溶接部材100をスポット溶接するにあたり、第2厚板102に当接する固定側電極104と薄板101に当接する可動側電極17及び可動側電極17に隣接して薄板101に当接する制御加圧手段20の被溶接部材押さえ26によって被溶接部材100を挟持加圧する。第2厚板103に固定側電極14による加圧力が付与され、薄板101側に可動側電極17による加圧力と制御加圧付与手段20による制御加圧力が付与され、可動側電極17による加圧力より固定側電極14による加圧力が小さく制御される。薄板101と第1厚板102間の電流密度が高くなり、薄板101から第2厚板103に亘って良好なナゲットが形成され、溶接品質が向上する。
(もっと読む)
溶接部補修方法
【課題】材質が異なる部材同士が溶接接合されたその溶接部の補修を行なうに当たり、効率良く、かつ溶け込み不足やアンダーカット、融合不良などが生じにくい高品質な肉盛溶接を行なう。
【解決手段】テンパービード溶接を必要とする第1の部材1とテンパービード溶接を必要としない第2の部材2とを互いに接合した溶接部を補修する溶接部補修方法であって、溶接部の一部を含む部分を削り取って開先部を形成する切削工程と、開先部に多層肉盛溶接を施す肉盛溶接工程と、を有する。肉盛溶接工程は、第1の部材1へのテンパービード多層肉盛溶接工程を含み、当該テンパービード多層肉盛溶接工程による肉盛積層の厚さが、上層部よりも下層部で薄い。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接構造及び溶接工法
【課題】剥離割れを防止することができる溶接構造及び溶接工法を提供する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
(もっと読む)
溶接継手部の応力腐食割れと超音波探傷検査の特性低下の防止工法
【課題】圧力容器ノズルと配管の突き合わせ溶接する場合に、溶接継手部の応力腐食割れとその溶接部に対する超音波探傷検査特性の低下を防止できる工法を提供すること。
【解決手段】圧力容器のノズル2と配管3との突き合わせ面が、両者2,3の材料に溶接馴染みのよい溶接材料で溶接され、溶接されたノズル2と配管3の端部は、開先加工されて肉盛り溶接されることで溶接継手部5が形成され、溶接継手部5の外周面にウェルドオーバーレイ溶接4を実施することで、溶接継手部5の内面を圧縮応力に移行させるように作用させて溶接継手部5の応力腐食割れを抑制し、ウェルドオーバーレイ溶接4を実施する際、溶接継手部5の内周側にあるウォータージェットノズル7からのウォータージェット噴射6による流体振動を溶接部位に与えることでウェルドオーバーレイ溶接部並びに溶接継手部における組織の肥大化を回避して超音波探傷検査の特性低下を防止すること。
(もっと読む)
金属管の接合構造
【課題】応力集中や残留応力を低減できる金属管の接合構造を提供する。
【解決手段】第2金属管12は、端部の内径がこの端部に隣接する隣接部16の内径よりも大きく、かつ端部の外径が隣接部16の外径と同じである接続用拡径部13を有している。接続用拡径部13には第1金属管11が挿入され、この第1金属管11の外周面と接続用拡径部13の内周面との間にろう材14が介在している。接続用拡径部13の内周面は、第1金属管11の先端部11aが対向する段差面13cを介して隣接部16の内周面とつながっている。
(もっと読む)
金属管の接合構造
【課題】コストアップを抑制しつつ、金属管同士の接合部分における信頼性の低下を抑制できる金属管の接合構造を提供する。
【解決手段】第1金属M1を主成分とする第1金属管11、及び第2金属M2を主成分とする第2金属管12のうちの一方の金属管は、端部の内径がこの端部に隣接する隣接部16の内径よりも大きい接続用拡径部13を有している。ろう材14と一方又は他方の金属管との間における第1金属M1と第2金属M2の界面には、第1金属M1と第2金属M2により形成された金属間化合物層15が存在している。この金属間化合物層15の厚さは、開口端13a側の端部15aよりも基端13b側の端部15bの方が小さい。
(もっと読む)
1 - 10 / 205
[ Back to top ]