
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
121 - 130 / 218
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
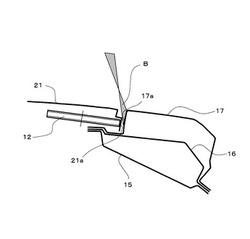
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造

【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】接合界面に強固な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能であって、しかも高エネルギービームの照射方向が一方のパネル側からのみに制約されることのない異種金属パネルの接合方法と、このような異材接合に用いる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】表面に強固な酸化皮膜が生成されているアルミニウム合金から成る第1の金属パネル1と亜鉛めっき鋼板から成る第2の金属パネル2とを重ね合わせて接合するに際して、デフォーカスした高エネルギービームBを第1及び第2の金属パネル双方の接合面に照射しながら、両パネル1,2を相対加圧し、これらを連続的又は断続的な線状に接合する。
(もっと読む)
抵抗スポット溶接による異種金属の接合方法及び接合構造
【課題】抵抗スポット溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、新生面同士の強固な接合が可能な異種金属の接合方法と、抵抗スポット溶接による異種金属の強固な接合構造を提供する。
【解決手段】例えば、亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層1p中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポット溶接するに際し、スポット溶接用電極として、先端部に曲面を備えた電極E1を少なくとも一方の電極として用いる。
(もっと読む)
抵抗スポット溶接による異種金属の接合方法及び接合構造
【課題】抵抗スポット溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、新生面同士の接合が可能であると共に、ナゲットを適切な状態としてその面積を拡大し、もって高強度の接合継手が得られる異種金属の接合方法を提供する。
【解決手段】例えば、亜鉛めっき鋼材とアルミニウム合金材とを重ね合わせ、亜鉛めっき鋼材のめっき層中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポット溶接するに際し、スポット溶接用電極として、先端部を曲面形状にすると共に、例えば電極本体部とはヤング率や電気電動度などの物性が異なる異種材料片20や21を組み込んだ電極10又は11を少なくとも一方の電極として用いる。
(もっと読む)
部材接合方法
【課題】摩擦撹拌接合の手法によって異種材接合を行なえるようにする。
【解決手段】連結部材として使うボルト3の軸部4が挿入可能で且つ頭部5の通過を阻む内径の孔6を第1の被接合部材1に穿設し、この孔6にボルト3の軸部4を挿入して頭部5を第1の被接合部材1の下面に当接させたうえ、第1の被接合部材1に接合すべき第2の被接合部材2を、その下面がボルト3の軸部4先端に接するように配置する。
この状態で、第2の被接合部材2のボルト3の軸部4を覆っている部位に接合ツール9を回転させながら押し付け、摩擦熱と塑性流動により軟化したこの部位にボルト3の軸部4をめり込ませ、第1、第2の被接合部材1,2の間隔を狭めて両部材1,2を密着させ、この後、接合ツール9を第2の被接合部材2から引き離して、その塑性流動部位を硬化させる。
(もっと読む)
摩擦攪拌接合方法
【課題】 積み重ねられた第1の接合材料と第2の接合材料との接合界面に、金属間化合物が生成するのを抑制し、重ね接合で高強度を得ることができる手段を提供する。
【解決手段】 積み重ねした被接合材料に接触して回転させることにより、その摩擦熱で被接合材料同士を接合する摩擦攪拌接合方法であって、摩擦攪拌接合用の加工プローブを被接合材料の積み重ね方向に対し直角方向に挿入して被接合材料同士を接合する摩擦攪拌接合方法である。
(もっと読む)
異材接合体
【課題】鋼材とアルミニウム材との十分な継手強度あるいは接合強度を有する、異材接合体を提供することを目的とする。
【解決手段】板厚が3mm以下のアルミニウム合金材と板厚が3mm以下の鋼材とを互いにスポット溶接にて接合した異材接合部を有する異材接合体であって、この異材接合部において、前記鋼材2を前記アルミニウム合金材1、3の間に挟み込んだ形で互いに重ね合わされた上で、スポット溶接4がなされているものとする。
(もっと読む)
接合方法及び接合装置
【課題】金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ること。
【解決手段】接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、予め前記金属めっきを加熱し、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする。
(もっと読む)
アルミニウム系材料とのロウ付け接合用鋼板、その鋼板を用いた接合方法および接合継手
【課題】アルミニウム系材料とのロウ付け接合により、剪断引張強度のみならず引き剥がし強度にも優れた接合継手が得られるような鋼板を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板、溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、冷延鋼板および熱延鋼板よりなる群から選ばれたいずれか1種の鋼板であって、質量%で(以下、同じ。)、C:0.05〜0.25%、Si:2.0%以下、Mn:0.1〜3.5%、P:0.05%以下、S:0.03%以下、Al:0.1%以下を含有し、残部Feおよび不可避的不純物よりなり、かつ、Si+Mn/20≧0.065を満たし、ロウ付け接合後の接合界面に形成された金属間化合物層中の最大Si濃度が2.0%以下でかつ最大Mn濃度が0.4%以下であることを特徴とする。
(もっと読む)
121 - 130 / 218
[ Back to top ]