
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
171 - 180 / 218
摩擦圧接方法
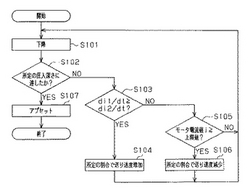
【課題】最適な加工条件を得るための制御の簡素化が図られる摩擦圧接方法を提供する。
【解決手段】固定側である第1のワークと圧入側である第2のワークとの接合面の軟化が進行するにつれて第2のワークの第1のワークに対する送り速度を増大させるようにした。第1のワークの軟化が不十分であるときは第2のワークの第1のワークに対する送り速度を維持するようにした。そして、前記接合面が軟化すると、前述のように第2のワークの送り速度を再び増大させるようにした。両ワークの当接面の軟化状態を考慮することにより、第2のワークが第1のワークに対して過度に押し付けられることがなく好適に圧入される。また、第2のワークの送り速度だけを管理すればよいので、例えば第2のワークの回転速度をも考慮するようにした場合に比べて、加工制御の簡素化が図られる。
(もっと読む)
付加的なZn/Al金属によって同種または異種金属または合金を含むワークピースの不活性ガス溶接または不活性ガス半田付けのための方法
本発明は、ワークピース(A)及び(B)が同種または異種金属または合金から成ることができ、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(A)を、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(B)に対して、付加的な溶融合金を用いて、不活性ガス溶接または不活性ガス半田付けを為す方法に関する。本発明に係る方法は、a)接続されるべき前記ワークピース同士を切端接触または重なり接触させる段階と、b)Zn/Al合金を含有している前記付加的な合金を溶融する段階と、c)前記の溶融された付加的な合金を前記の接触されたワークピースの接触点双方または該接触点双方の部分的な領域双方に付与する段階と、d)それら接続されたワークピースを冷却する段階と、の諸段階を特徴とし、少なくとも前記段階b)及びc)が不活性ガスを用いて実行されることと共に、それら段階b)及びc)が直ちに相次いで実行される。更に本発明はそうした方法で使用されるワイヤに関する。 (もっと読む)
異種金属部材の接合方法

【課題】ガルバニック腐食の懸念を何等顧慮することなく、接合部の健全性を効果的に高め得る異種金属部材の接合方法を提供すること。
【解決手段】 Al板2と鋼板4とを重ね合わせ、Al板2の側から、回転工具10のショルダ部材14の先端に同軸的に位置せしめたプローブ16を、回転させつつ、その先端が鋼板4の直上に達するように差し込み、摩擦撹拌して、それらAl板2及び鋼板4を接合せしめるに際して、回転工具10として、プローブ16がショルダ部材14とは別体に構成されて、別個に軸方向に移動可能とされた複動式回転工具を用い、プローブ16をAl板2に差し込んで、Al板と鋼板4の摩擦撹拌接合を行なった後、プローブ16を、Al板2に形成された摩擦撹拌部18から引き抜く一方、かかる引き抜きによって生じるプローブ穴を、摩擦撹拌部18の他部位からの材料の流動によって、埋め込むようにした。
(もっと読む)
接合方法および接合ツール
【課題】融点が互いに異なる金属部材同士を摩擦攪拌接合するに際し、内部や表面付近に欠陥のない健全な接合部を確実に得られる接合方法およびこれに用いる接合ツールを提供する。
【解決手段】円柱形の本体21を含む第1部分20aと、前記本体21の中心部を同軸心で貫通する回転軸26およびこの回転軸26の先端に位置し且つ本体21の底面21aから突出するプローブ25とを含む第2部分20bと、第1部分20aと第2部分20bとの間に配置した軸受28と、を含む摩擦攪拌接合に用いる接合ツール20′。
(もっと読む)
酸化皮膜形成材料の接合方法及び接合構造
【課題】アルミニウム系やマグネシウム系材料のように、大気雰囲気下で表面に強固な酸化皮膜を形成する酸化皮膜形成材料を少なくとも一方の被接合材として含む継手の接合に際して、接合に要する入熱量を低減することができ、金属間化合物の生成を抑制し、もって接合強度を向上させることが可能な酸化皮膜形成材料の接合方法と、接合強度の向上が可能な酸化皮膜形成材料の接合構造を提供することにある。
【解決手段】例えば、酸化皮膜形成材料であるアルミニウム合金材Aと、鋼材Bとを接合するに際して、少なくともアルミニウム合金材Aの側の接合面に、あらかじめ、例えば亜鉛めっきPを施した上で接合し、アルミニウム合金材Aと鋼材Bの新生面間に反応層Rを形成させる。
(もっと読む)
異材接合方法
【課題】 アルミニウム又はアルミニム合金材と鋼材とを接合することができ、且つ優れた接合強度が得られる異材接合方法を提供する。
【解決手段】 アルミニウム系材1と、表面にアルミニウム系めっき層3が形成された鋼材1とを、アルミニウム系めっき層3がアルミニウム系材1側になるようにしてその端部で重ね合わせる。そして、その重ね部に、アルミニウム系材1側から、回転駆動された接合ツール11のピン部12を進入させて摩擦撹拌接合する。このとき、ピン部12はアルミニウム系材1及びアルミニウム系めっき層3にのみ進入させて、ピン部12の先端部が鋼材1に進入しないようにする。
(もっと読む)
鋼/アルミニウム接合構造体の製造方法
【課題】 スポット溶接時の通電パターンを管理することにより、接合強度の高い鋼/アルミニウム接合構造体を製造する。
【解決手段】 アルミニウム材料と溶融アルミニウムめっき鋼板とを重ね合わせスポット溶接で一体化する際、8〜14kAの範囲に溶接電流の設定値Wを定め、通電開始から設定値Wに溶接電流が達するまでのアップスロープ期間(t0→t1)の積算電流Q1と定電流溶接期間(t1→t2)の積算電流Q2との間にQ1/Q2:0.05〜3.0,Q1+Q2:1〜5kA・秒の関係を満足させる。
(もっと読む)
異材の抵抗スポット溶接方法
【課題】 鋼材とアルミニウム系材との異材同士を、チリの発生による肉厚の減少なしに高接合強度で接合することができ、破断エネルギが高い強固な接合部を高効率で得ることができる異種材の抵抗スポット溶接方法を提供する。
【解決手段】 鋼材13とアルミニウム又はアルミニウム合金材14とを抵抗スポット溶接する際に、電極11,12間に電流をパルス状に通電する。つまり、通電期間と停止期間とを交互に繰り返し、通電時間t1が停止時間t2の0.6〜10倍である。鋼材13は、亜鉛又は亜鉛合金が被覆された被覆鋼板であるか、アルミニウム又はアルミニウム合金がめっきされためっき鋼板である。前記めっきは、Si:3〜15質量%、Fe:0.5〜5質量%を含む溶融アルミニウム合金めっきである。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4が形成されている鋼材1とを、アルミニウム系被覆層4が形成されている面がアルミニウム系材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
171 - 180 / 218
[ Back to top ]