
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
201 - 210 / 218
積層部接合方法
【課題】摩擦撹拌接合用工具を用いて積層部を接合する際、該積層部を構成するワークに位置ずれが生じることを回避する。
【解決手段】第1ワーク14及び第2ワーク16を積層して載置用治具12に載置する。支持用治具10で積層部22を支持した後、該積層部22の上端面において、該積層部22の下方に配置された第1ワーク14の貫通孔40、42に対応する箇所を、摩擦撹拌接合用工具18のプローブ46で押圧する。この押圧によって、貫通孔40、42に嵌合する突起部50、52を第2ワーク16に突出形成する。さらに、これら突起部50、52の各々の肉を、摩擦撹拌によって凹部20に塑性流動させる。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体

【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材が鉄系合金部材側からの入熱により溶接された異種金属溶接接合体であって、前記鉄系合金部材において溶解凝固した鉄系合金の溶解凝固部Bと前記アルミ合金部材に溶け込んで凝固した鉄系合金の溶け込み凝固部Cとが連続して一体的に構成された溶接凝固部を有すると共に、前記溶解凝固部の断面積S2が、前記溶け込み凝固部の断面積S1の4.0〜14倍であることを特徴とする異種金属の溶接接合体。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
摩擦接合装置の回転ツール
【課題】異種の金属板同士の接合を安定して行なうことのできる回転ツールを提供すること。
【解決手段】第1金属板W1と、第1金属板より融点の高い第2金属板W2とを重ね、第1金属板W1側から点接合するための摩擦接合装置に用いられる回転ツール4において、先端面4dが凹状に形成された略円柱状の本体部4aと、本体部4aの先端面中央に設けられ、本体部4aよりも小径の略円柱状のピン部4bと、を備え、本体部4aの先端外縁4cが形成する面から突出するピン部4bの長さA及び先端面4dの形状を、第1金属板W1の厚みに応じて設定した。
(もっと読む)
摩擦接合方法および摩擦接合装置
【課題】 特別な治具を用いることなく、間隙のある複数の被接合材を十分な強度で接合させること。
【解決手段】 非回転状態の回転ツール4によって被接合材W1を押圧し、間隙をつぶす(402)。そして、その後、回転状態の回転ツール4の先端部を被接合材W1に押圧し、回転ツール4の回転による摩擦熱で被接合材W1を軟化し、塑性流動させて重ねられた被接合材W1及び被接合材W2を点接合する(403または405)。
(もっと読む)
摩擦点接合方法
【課題】 異種金属でなる金属板材どうしを摩擦点接合法にて接合するに際して、比較的簡単な構成で、融点が低い方の金属板材への回転工具の押し込み深さを確保し、且つ、当該金属板材に貫通孔があけられしまうことを防止できるようにする。
【解決手段】 先端にピン部13を有する回転工具10を用いて異種金属板どうしを摩擦点接合するに際して、鋼板Sを受承する受承面21にピン部13の先端よりも外径寸法が大きい凹部22を備えた受け具20でアルミニウム合金板を重ね合わせた鋼板を受けると共に、回転工具を回転させながらアルミニウム合金板側から押し込むことにより、鋼板の前記凹部に対応する部分を当該凹部側に変位させた状態で、発生した摩擦熱でアルミニウム合金板を軟化せしめて塑性流動させ、鋼板とアルミニウム合金板とを接合することで、押し込まれたピン部に対応した凹部Scが鋼板に形成されることを特徴とする。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、亜鉛系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。
(もっと読む)
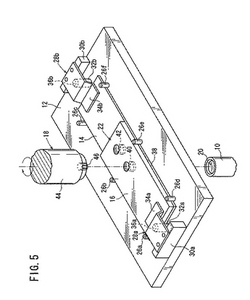
摩擦攪拌接合構造および摩擦攪拌接合方法
【課題】摩擦攪拌接合にて接合するプロペラシャフトの軸管とヨークを未攪拌領域が形成されないように接合する。
【解決手段】軸管3の左端面3aとヨーク円筒部7の端面7aを突き合わせた突き合わせ部15を摩擦攪拌することによって軸管3とヨーク4を接合する摩擦攪拌接合方法において、突き合わせ部15をC方向に回転させると共に、攪拌用ピン12にて攪拌開始点18から少なくとも前記元の攪拌開始点18まで摩擦攪拌する。
(もっと読む)
摩擦点接合方法およびその装置
【課題】 本発明は、異種材からなる第1金属部材と第2金属部材とを重ね合わせて回転子を回転させながら押圧することにより摩擦点接合を行う方法及びその装置において、第2金属部材が外部に露出することを確実に回避し、よって、異種金属同士の接合であっても電気腐食の問題が発生しない摩擦点接合を行う方法及びその装置を提供することを課題とする。
【解決手段】 回転子2を回転させながら接合中心線Xに沿ってアルミニウム合金板W1に進入させ、ショルダー部2bが該アルミニウム合金板W1に接触するとき、ピン部材21を回転子2の内部に後退させる。
(もっと読む)
201 - 210 / 218
[ Back to top ]