
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
211 - 218 / 218
摩擦接合方法およびその装置
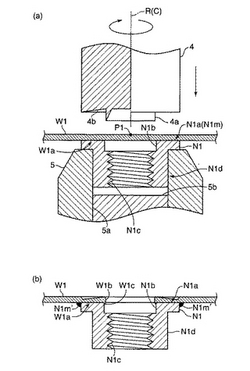
【課題】 第1金属部材と、開口部が設けられた第2金属部材とを、第1金属部材に貫通穴が設けられた状態で摩擦接合させるとともに、第1金属部材と第2金属部材とが異種の材質であっても高い接合強度を得ることができる摩擦接合方法およびその装置を提供する。
【解決手段】 先端部中央に穴開け加工部4aが設けられ、回転しつつ第1金属部材W1を押圧する回転ツール4を準備するとともに、回転ツールの4対向位置に受け具5を準備し、受け具で第2金属部材N1を支持し、第1金属部材W1と第2金属部材N2とを重ね、回転ツール4を回転させつつ受け具5側に移動させ、第1金属部材W1に穴開け加工部4aから当接させ、更に押圧し、第1金属部材W1に貫通穴W1bを開けると共に、回転ツール4の回転および押圧によって第1金属部材W1を摩擦熱で軟化させて塑性流動を生じさせ、第1金属部材W1と第2金属部材N1とを摩擦接合させる。
(もっと読む)
高エネルギビームによる異種材料の重ね接合方法及び重ね接合部材

【課題】融点の異なる異種材料同士を重ね合わせた状態で高エネルギビームを高融点材料の側に照射し、高融点材料側からの伝熱によって低融点材料のみを溶融させて接合する異種材料の重ね接合において、異種材料の重ね接合面における広い領域を接合に好適な温度範囲に加熱することができ、接合面積を広くして、継手強度を向上させることができる異種材料の重ね接合方法と、このような方法によって接合した異種材料の重ね接合部材を提供する。
【解決手段】接合界面3において、金属間化合物が生成することなく材料の拡散が生じる接合好適温度範囲に加熱される領域が広くなるように、例えば高融点材料1に対する高エネルギビームBの照射方向が接合面3に対して0〜30°の範囲で傾けることによって、接合部の温度分布をコントロールする。
(もっと読む)
ロウ付用製品およびその製造方法
本発明は、コアシート、4〜14重量%範囲の量でケイ素を含むアルミニウム合金製の該コアシート上のクラッド層、該クラッド層の外表面でニッケルからなる任意層、および該ニッケル層の外表面でニッケル‐スズ合金からなる拡散層を含んでなる、ロウ付用シート製品に関する。本発明は、異なる金属層をメッキして、ニッケルからなる層の外表面へニッケル‐スズ合金からなる拡散層を形成するために、100〜500℃範囲の温度で1秒間〜300分間にわたりメッキロウ付用製品を保持することにより、メッキロウ付用製品を焼鈍処理に付すプロセスステップからなる、このようなロウ付用製品の製造方法にも関する。 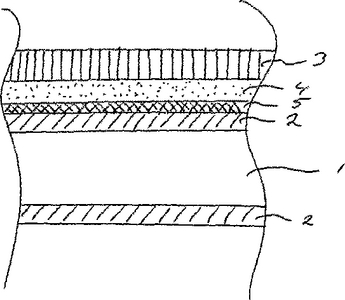 (もっと読む)
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る鉄系合金部材とアルミニウム系合金部材の異種金属接合体ならびにその接合技術を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材を溶接により接合した異種金属溶接接合体であって、前記鉄系合金部材と前記アルミニウム系合金部材の溶接接合部が、鉄にアルミニウムが過飽和に固溶した過飽和固溶体相を含む組織からなることを特徴とする鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法
【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
(もっと読む)
金属複合部材の製造方法
【課題】 Al系板材と鉄系板材とを積層して接合一体化した板状の複合部材として、低コストで生産性も高く、信頼性も高くて、ブレーキロータに適したものを提供する。
【解決手段】 鉄系材料の2枚の皮材用素板2A,2Bに、予め一方の板面から他方の板面まで貫通する貫通孔3A,3Bを形成しておき、その2枚の皮材用素板を、Al材料の芯材用素板1の両面に重ね合わせて積層体4とし、その積層体を両面側から圧縮し、その圧縮力によって芯材用素板の材料を前記貫通孔内に侵入するように塑性流動させ、かつ芯材用素板の材料が貫通孔内に充満された後にもさらに圧縮が進行するように圧縮して、芯材用素板と皮材用素板とを接合する。
(もっと読む)
金属板の板継ぎ方法及び装置
【課題】 金属板を、その種類に拘わらず、より十分な連結強度をもって連結し得る手法と装置とを提供する。
【解決手段】 コイル22から取り出される第一の金属板20aの始端部位28と、それに先立って連続的に走行せしめられる第二の金属板20bの終端部位26とを互いに重ね合わせる一方、かかる重合せ部分における各金属板20a,20bの長さ方向に所定距離を隔てた複数個所に対して、摩擦撹拌接合による点接合操作を行うことにより、該第一の金属板20aの始端部位28と該第二の金属板20bの終端部位26とを、各金属板20a,20bの長さ方向の複数個所において相互に連結するようにした。
(もっと読む)
1つ又は複数の接続点で機械的に接合するとともに加圧溶接することによって、2つ以上の、形状部品又は金属板を接合する方法
本発明は、2つ以上の、金属板又は特に自動車部品の形状部品と自動車部品とを接続する方法を開示する。本発明は、特に、少なくとも1つが高張力鋼から成る2つ以上の、金属板及び/又は形状部品を接続する方法に関し、a)金属板又は形状部品の1つ又は複数の接続点における確実且つ/又は非確実な機械的接続、及び、b)加圧溶接による接続点の熱接合を含む。本発明による方法により、特に自動車分野において、非常に高品質のスポット溶接接続部を有する車体部分を製造することができる。 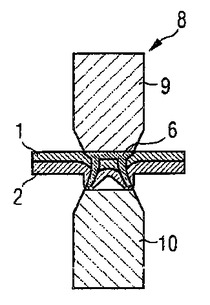 (もっと読む)
(もっと読む)
211 - 218 / 218
[ Back to top ]