
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
31 - 40 / 218
異種金属板の接合方法および異種金属接合体
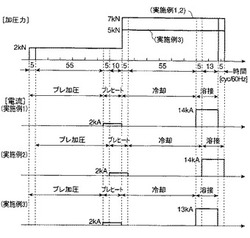
【課題】接着剤による接着とスポット溶接とを併用して異種金属板同士を強固に接合する。
【解決手段】本発明の接合方法には、アルミニウム合金板1とめっき鋼板2とを接着剤5を介して重ね合わせる積層工程と、積層工程で重ね合わせられた上記両金属板1,2をスポット溶接用の一対の電極7,7の間に挟み込んで加圧するとともに、上記一対の電極7,7間に電流を流すプレヒート工程と、プレヒート工程の後、上記電極7,7間の通電を停止した状態で、上記両金属板1,2を上記プレヒート工程の開始時よりも高い加圧力で加圧し、これを所定の冷却時間に亘り継続する冷却工程と、冷却工程の後、上記プレヒート工程の開始時よりも高い加圧力で上記両金属板1,2を加圧しつつ、上記プレヒート工程での通電電流値よりも高い電流を上記一対の電極7,7間に流すことにより、上記両金属板1,2同士を溶接する溶接工程とを含む。
(もっと読む)
抵抗溶接方法

【課題】鉄系部材とアルミニウム系部材との異材溶接において、十分な接合強度が確実に得られ、アルミニウム系部材の板厚減少の少ない抵抗溶接方法を提供する。
【解決手段】鉄系部材とアルミニウム系部材とを抵抗溶接する方法において、鉄系部材側に陽極電極を、アルミニウム系部材側に陰極電極を配置し、鉄系部材の外側表面からアルミニウム系部材の外側表面に至るまでの層が、(1)鉄系部材(固体)、(2)Fe−Al(Fe固溶体)、(3)Al(液体)、(4)アルミニウム系部材(固体)、の順に並んだ状態において通電を行う。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至2.5質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
金属板部材の接合方法
【課題】接着接合された2つの金属板部材の所定部位をアーク溶接接合する際に、アーク熱での接着層の蒸発によるガスによって溶融池が吹き飛ばされるということが起こらないようにした、金属板部材の接合方法を提供すること。
【解決手段】第1金属板部材101に、該第1金属板部材補強用の部材であって該第1金属板部材101とは異なる異種の第2金属板部材102を樹脂系接着剤で接合するに際し、接着接合後に前記2つの金属板部材101,102をアーク溶接接合しようとする部位に接着剤ガス化防止用金属板部材104を配置し、該接着剤ガス化防止用金属板部材104を間に挟む状態で前記2つの金属板部材101,102を樹脂系接着剤103で接合し、次いで、前記接着剤ガス化防止用金属板部材104とともに金属板部材101,102をアーク溶接接合する。
(もっと読む)
金属部材の接合方法
【課題】Fe系金属部材とAl系金属部材との接合強度の向上を図ることができる金属部材の接合方法を提供する。
【解決手段】Fe系金属部材1とAl系金属部材(図示略)との間にZn系ろう材3を介在して、Fe系金属部材1とAl系金属部材とを接合する。Zn系ろう材3として、Al:2.0重量%以下を含有し、残部がZnおよび不可避不純物からなるろう材を用いる。接合では、Zn系ろう材3の液相を生成し、液相状態にあるZn系ろう材3の凝固時に、Zn結晶からなるZn初晶21、あるいは、ZnとAlとの共晶22が晶出するようにZn系ろう材3を加熱する。これにより、Zn初晶21およびZnとAlとの共晶22から構成される接合層4が形成される。この場合、Fe系金属部材1とZn系ろう材3との境界部にFeAl系化合物からなる金属間化合物層が形成されない。
(もっと読む)
鋳ぐるみ用金型
【課題】スチール部品(つなぎ部品及び周辺部品)同士の溶接品質の向上を図ることを可能にするとともに、アルミニウムなどの軽金属のバリを除去する手間を軽減することを可能にする。
【解決手段】軽合金のダイキャスト部品を成形するときに、このダイキャスト部品51にスチール製若しくはアルミニウム製の部品(つなぎ部品)53を鋳ぐるみ、一体的に成形する鋳ぐるみ用金型40において、鋳ぐるまれる側のスチール製若しくはアルミニウム製の部品53へ向け、鋳ぐるむ側の軽合金のダイキャスト部品の外縁から発生するバリを防止するために、溶湯をオーバーフローさせるオーバーフロー部44を設けた。
(もっと読む)
異材継手構造及び異材継手構造の製造方法
【課題】アンカ部の径を大きく設定する場合にも、アンカ孔のアンカ孔間破断の破断荷重の低下を防止することを可能にするとともに、総合的に、アルミニウム等の軽金属のダイキャスト部品とスチール(鉄部材)の継手部品との強度のバランスを確保することを可能にする。
【解決手段】鉄部材23を軽合金により鋳包む異材継手構造40において、鉄部材23にアンカ孔41を設け、このアンカ孔41をバーリング孔に形成し、バーリング孔(アンカ孔)41を、千鳥状に配置する。
(もっと読む)
異材接合方法
【課題】溶接施工方向に対して、鋼材を上側とし、アルミニウム材を下側として、互いに重ね合わせて溶接する場合でも、高い接合強度を安定的に確保できる、異材接合方法を提供することを目的とする。
【解決手段】溶接施工方向4に対して、鋼材2を上側とし、アルミニウム材3を下側として、互いに重ね合わせて溶接する際に、アルミニウム材3の溶接施工方向4に対して向き合う、溶接線5に沿った溶接面3aの位置を、鋼材溶接面2aの位置よりも、溶接施工方向4に対して上側に突出させた状態で、溶接し、鋼材2とアルミニウム材3との両方の溶接面に亙るアルミニウム溶接材料によるビード6を形成する。
(もっと読む)
異材接合用リベット、異材接合方法、及び異材接合体
【課題】FeとAlとの脆弱な金属間化合物層が形成されることなく、高強度の異材接合が可能であり、しかも、スポット溶接電極によりリベットをアルミニウム合金材に押し込み、アルミニウム合金材を貫通させる必要がなく、また、リベットに通電してアルミニウム合金材を発熱溶融させて孔を開ける必要がなく、鋼材と軽合金材とを異材接合する。
【解決手段】鋼材とアルミニウム合金材とを接合する鋼製の異材接合用リベット30は、アルミニウム合金材を貫通する軸部32と、アルミニウム合金材の表面に残る頭部31とを有する。軸部32はその頭部側の基端から先端側に向けて横断面積が大きくなっており、その先端面34は周縁部よりも内側部分が盛り上がっている。また、頭部31はその下面、軸部32を取り囲むように溝35が形成されている。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
31 - 40 / 218
[ Back to top ]