
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
71 - 80 / 218
異種金属接合体及びその製造方法
【課題】金属間化合物を有しつつ、せん断強度及び剥離強度の高い接合部とする。
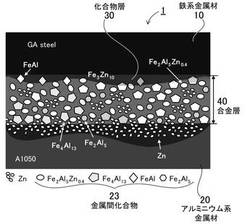
【解決手段】異種金属接合体は、アルミニウム系金属材20と、少なくとも表面の一部を亜鉛で被覆する鉄系金属材10と、を接合した異種金属接合体であって、鉄系金属材10とアルミニウム系金属材20との界面には、亜鉛がアルミニウムに固溶してなる合金層40が介在されており、さらに合金層40には、亜鉛が析出されている。合金層40には、鉄、アルミニウムおよび亜鉛からなる群より選択される2種以上の原子からなる金属間化合物23が分散されている。このようなレーザ照射とローラ圧接の組合せにより、接合対象とする金属材への急熱急冷効果を得ることができ、この急熱急冷効果でもって高い継手強度を有する異種金属接合体とできる。
(もっと読む)
異種材接合方法

【課題】十分な接合強度を確保できる異種材接合方法を提供すること。
【解決手段】異種材接合方法は、アルミニウム材1と鋼材2とを重ね、鋼材2のみを加熱し、アルミニウム材1と鋼材2とを加圧し、これらアルミニウム材1および鋼材2を接合する。ここで、鋼材2を加熱する際には、重ねられたアルミニウム材1および鋼材2に対しアルミニウム材1側のみに設けられた高周波コイル3により、鋼材2のうちアルミニウム材1と接する部分のみを高周波誘導加熱する。
(もっと読む)
摩擦点接合方法
【課題】軽金属板と鋼板との接合強度を十分に確保しつつ、その耐食性を効果的に向上させる。
【解決手段】本発明の摩擦点接合方法は、軽金属板(20)および鋼板30のいずれか一方の被接合部(P1またはP2)に凸部32を形成する工程と、上記軽金属板(20)と鋼板30との間のうち上記凸部32を除いた領域に接着剤40を塗布した状態で上記両金属板20,30を重ね合わせる工程と、上記軽金属板(20)の被接合部P1に回転ツール16を回転させながら押し込み、このときに発生する摩擦熱で上記軽金属板(20)の被接合部P1を軟化および塑性流動させることにより、上記軽金属板(20)と鋼板30とを固相状態で接合する工程とを含む。
(もっと読む)
鉄−アルミニウム材料の溶接方法及び鉄−アルミニウム接合部材
【課題】クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の溶接技術を提供することを課題とする。
【解決手段】鉄系材料10にアルミニウム系材料11を溶接する鉄−アルミニウム材料の溶接方法において、両材料の溶接に先立って、前記鉄系材料10の、少なくとも被接合面21及び、前記アルミニウム系材料11の、少なくとも被接合面21にめっき13a、13bを施し、このめっき13a、13bは、前記アルミニウム系材料11より低融点で且つ前記鉄系材料10との金属間化合物16、18、19を生成し得る金属で施す。
【効果】鉄系材料10及びアルミニウム系材料11を溶接する際、低融点のめっき13a、13bが溶融する。このめっき13a、13bが溶融されたことにより、接合域周囲に薄い金属間化合物を生成させることができ、高い接合強度を得ることができる。
(もっと読む)
銅管とアルミ管の接合体、接合方法、接合装置、並びに流体回路装置
【課題】接合時に生成した不要物を接合体の内部に排出しない、信頼性の高い銅管とアルミ管の接合体を得る。
【解決手段】一端側に先細り状の縮管部1aが形成された銅管1にアルミ管2の一端側を外嵌めして、当接部位を共晶接合する銅管1とアルミ管2の接合体であって、銅管1の縮管部1aの先端側にアルミ管2の内径より小さい外径の小径部1bが延設され、小径部1bの先端側に銅管1とアルミ管2とが全周に亘り接触する接触部4を有し、共晶接合された接合部3と接触部4との間に形成された、銅管1の外径面とアルミ管2の内径面とで囲まれた密閉空間10に、接合時に生成された溶融金属の凝固体である管内部の金属間化合物9を封じ込めるようにした。
(もっと読む)
異種金属接合部材及び異種金属接合方法
【課題】接合界面に金属間化合物層を有しながら、高い継手強度を備えた異種金属接合部材と、このような接合部材を効率的に製作することができる異種金属接合方法を提供すること。
【解決手段】異種金属材料1,2の接合界面に、少なくとも1種の金属間化合物を含む化合物層Lを形成し、この金属間化合物層Lが接合面積の52%以上の領域に、0.5〜3.2μmの厚さに分布するようにする。
(もっと読む)
溶接方法と溶接用レーザ加工ヘッド
【課題】ルーフパネルのルーフサイド部でのブレージングに際して、しわや応力の集中による表面ひずみの発生を抑制できるようにした方法を提供する。
【解決手段】ルーフパネル1のフロントエンド部1aおよびリアエンド部1bのレーザブレージングに続いて、双方のルーフサイド部1cをルーフサイドレールと接合するべくレーザブレージングを施す。その際、ルーフサイド部1cの長手方向中央部を終点として矢印PL1,PR1で示すように1パス目のブレージング行い、それに続いて同じく長手方向中央部を終点として矢印PL2,PR2で示すように2パス目のブレージング行う。その結果、ルーフパネル1の中央部においてブレージングに伴うしわや応力を広く分散させて、表面ひずみを抑制できる。
(もっと読む)
気化器、気化器を用いた原料ガス供給システム及びこれを用いた成膜装置
【課題】構成材料の一部に熱伝導性が高い材料を用いてこれを爆着により接合し、構造が簡単で熱効率を向上させることが可能な気化器を提供する。
【解決手段】液体原料をキャリアガスによりミスト状にするノズル部72と、原料ミストを気化させて原料ガスを形成する複数の気化通路74を有する気化部76と、原料ガスを後段へ送り出す排出ヘッド78とを有する気化器8において、気化部は、気化通路が形成された気化部本体108と、その両端が気化部本体よりも長く形成された本体収容容器110と、気化通路を通過する原料ミストを加熱する加熱ヒータ手段112と、本体収容容器の両端に設けられた連結用フランジ部114,116とよりなり、気化部本体と本体収容容器とは連結用フランジ部の構成材料よりも熱伝導性が高い材料により構成されると共に、本体収容容器の端部と連結用フランジ部とは爆着により接合される。
(もっと読む)
部材接合構造
【課題】断面形状が異なる中空部材の嵌め合わせた継手を効率よく接合できるようにする。
【解決手段】内側中空部材12を、その第1の個所3aの外面が外側中空部材11の第1の個所1aの内面に当接するように外側中空部材11に嵌め合わせ、補助部材13をねじ孔2a,4a、孔4b、ねじ孔2bに差し込む。
補助部材13の一端部分に由来する材料を、摩擦熱と塑性流動により内側中空部材12、及びそれに隣接している外側中空部材11を厚み方向に挟み、しかもねじ孔2a,4aの溝に入り込むように形作り、同じ補助部材13の他端部分に由来する材料を、摩擦熱と塑性流動により外側中空部材11を厚み方向に挟むように形作る。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】継手重量の増加や、新たな設備投資によるコストの増加を招くことなく、シール材による耐食性の確保と、シール材の残存による継手強度低下の防止とを両立することができる異種金属の接合方法と、このような方法による接合構造を提供する。
【解決手段】接合部11の近傍位置にシール材Sを塗布した状態で重ね合わせた異種金属材料10,20に高エネルギービームBを照射して両材料を重ね接合するに際して、シール材Sの塗布位置12と接合部11の間に、例えば、接合面から凸状に立ち上がった形状をなす堤部13のようなシール材の流入阻止手段を設けて、接合部11を接合する。
(もっと読む)
71 - 80 / 218
[ Back to top ]