
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
211 - 219 / 219
溶接継手の製造方法及び溶接継手
本発明は、圧縮室(12)の幅が支持材(12)の幅に合わせて調整され、素線(10)と支持材(12)が共に圧縮室(12)に挿入される、素線(10)及び支持材(12)の超音波溶接のための方法及び装置に関する。 (もっと読む)
金属部材の溶接方法

【課題】非水系二次電池を構成する銅材のリード板と鉄材の電池容器との溶接性を向上させる溶接方法を提供する。
【解決手段】鉄製の電池缶1の内底部及び銅製の負極リード板2間には、ニッケル板3が介在している。電池缶1の底部下面には銅電極23が当接しており、負極リード板2の上面にはタングステン電極24が当接している。タングステン電極24は抵抗溶接機の負極側に、銅電極23は正極側にそれぞれ接続されている。負極リード板2、ニッケル板3には、プロジェクション4、5がそれぞれ形成されている。ニッケル板3は、負極リード板2及び電池缶1との溶接性が、負極リード板2及び電池缶1を直接溶接するときの溶接性より高い。タングステン電極24及び銅電極23間を加圧通電することで、プロジェクション4、5が電池缶1底部に溶け込みナゲットが形成される。
(もっと読む)
異形差筋アンカーとその製造法
【課題】
引張り力と剪断力の対抗強度に富む異形差筋アンカーを提供する。
【解決手段】
一定長さL1のコンクリート補強用異形棒鋼Bと、その異形棒鋼Bと同種の金属素材から、基端側を上記異形棒鋼Bへの差し込み口筒部13とし、先端側を拡開口筒部14として、その両口筒部13,14の内径d1,d2が相違する段付き穴形態又は仕切り盲形態に造形されると共に、拡開用割り溝17が付与された上記拡開口筒部14内へ、その拡開用コーン18を部分的に圧入セットした一定長さL2のアンカースリーブAとから成り、そのアンカースリーブAの差し込み口筒部13を上記異形棒鋼Bの先端部へ差し込み套嵌させた状態において、その任意な求心方向から1点づつの少なくとも合計2点を各別に抵抗溶接した。
(もっと読む)
通電熱カシメ接合方法と装置
【課題】通電熱カシメ接合部の部品寸法精度を飛躍的に向上させることを課題とする。
【解決手段】被カシメ接合部を正負一対の電極で挟みつけて加圧・通電して熱カシメ接合する場合に,少なくとも一方の電極を電動モータのトルク電流により加圧力と位置決め・移動速度をクローズドループ方式で制御し,その通電熱カシメ過程中に一方の電極が予め設定された通電熱カシメ接合部のモデル厚さ寸法に達したとき又はモデル厚さ寸法の僅か手前の位置に達したときに,通電中の加熱電流を遮断すると共に,電動モータのトルク制限又はトルク制御を解除し位置制御に切り替える。これによって熱カシメ接合部の変位量が最終的にモデル厚さ寸法hに達するのを検出してトルク解除した状態で正規位置を保持することができる。モデル厚さ寸法のモニタリング精度を向上することによって部品品質向上とタクトタイムの短縮を図ることができる。
(もっと読む)
金属シート、管及び類似の形状部材の変形抵抗溶接方法
【解決手段】
シート金属、管及び類似形状物から形成された第1及び第2の部材(10,12)を有する溶接構造は、折り畳みリム(28)を延在させた第1の部材(10)に第2の部材(12)を連結する方法を使用して製造される。リム(28)は該リム内に空気ギャップ(30)を形成する。第1及び第2の部材は、空気ギャップが残されない状態へと該リムを平坦にするのに十分な圧力で第2の部材に該リムを押し付け、抵抗溶接されて連結される。第2の部材及びリムは、密着接合表面(34,36)を各々形成する。空気ギャップは、該表面に略平行に延在する。リム及び第2の部材の密着接合表面は、該表面に垂直方向にリムを介し圧力印加することで押し付けられる。圧力印加の間に第1のレベルの電流が第1及び第2の部材に流され、リムを電気抵抗加熱で柔らかくし、該リムを第2の部材(12)に対抗して変形させる。圧力が維持され、第1レベルの電流よりも高い第2レベルの電流が、リムを少なくとも部分的に溶解して第1及び第2の部材の間に変形抵抗溶接を形成するのに十分な時間、印加される。 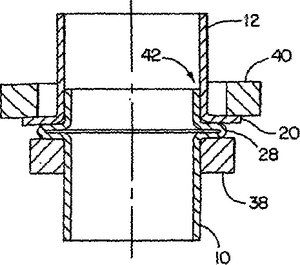 (もっと読む)
(もっと読む)
カムシャフトとその製造方法
本発明は、1個またはそれ以上の環状のカム(46’)が挿入されて噛み合いありおよび/または噛み合いなしで固定されたシャフト(13)を備えた、カムシャフト(50)に関する。このカムシャフトを特に費用効率が良く、単純で柔軟性のある方法によって製造するために、カム(46’)は1個または2以上のストリップ状の材料を環状に曲げて自由端部同士を溶接することによって製作される。 (もっと読む)
永久磁石材を有する金属部材の溶接装置及びその溶接方法並びに回転電機
永久磁石材を有する一方の金属部材と他方の金属部材を抵抗溶接するとき、永久磁石材が溶接電流によって不要に着磁されるのを抑制する溶接装置及び溶接方法を得る。ワーク14を保持するワーク保持部3と、ワーク保持部3にワーク供給空間を介在
させて配置された加圧装置4と、加圧装置4の可動部4aに設けられた第1の溶接電極及8と、第2の溶接電極10と、両溶接電極8,10に溶接電流を供給する溶接トランス11とを備え、両溶接電極8,10は、それぞれ一方の金属部材と他方の金属部材に対してワーク14の一端部側に配置され、かつ、一方の金属部材と他方の金属部材とのそれぞれの当接端間には永久磁石材18を介さないように配置して構成した。
(もっと読む)
1つ又は複数の接続点で機械的に接合するとともに加圧溶接することによって、2つ以上の、形状部品又は金属板を接合する方法
本発明は、2つ以上の、金属板又は特に自動車部品の形状部品と自動車部品とを接続する方法を開示する。本発明は、特に、少なくとも1つが高張力鋼から成る2つ以上の、金属板及び/又は形状部品を接続する方法に関し、a)金属板又は形状部品の1つ又は複数の接続点における確実且つ/又は非確実な機械的接続、及び、b)加圧溶接による接続点の熱接合を含む。本発明による方法により、特に自動車分野において、非常に高品質のスポット溶接接続部を有する車体部分を製造することができる。 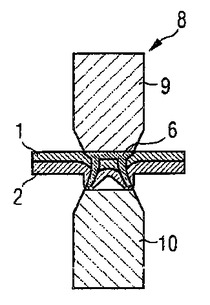 (もっと読む)
(もっと読む)
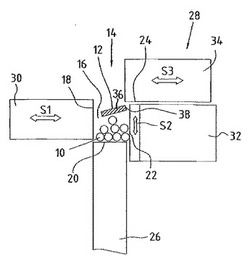
導体を圧縮および/または溶接するための装置
【課題】装置の構造を簡素化して、導体を繰り返し可能に圧縮しかつ溶接すること。
【解決手段】圧縮室(20)は、実質的に三角形の開いた横断面部分を有し、この横断面部分は、第1の電極の、区画要素(16)のおよび対電極(14)の互いに調整可能な部分によって囲繞されている。 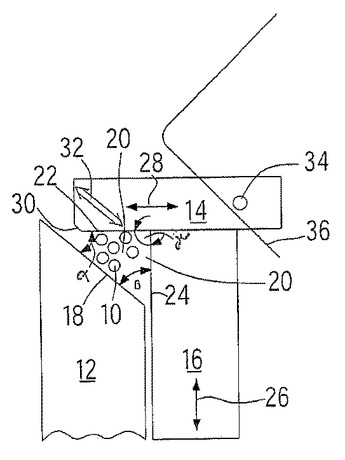 (もっと読む)
(もっと読む)
211 - 219 / 219
[ Back to top ]