
国際特許分類[B23K11/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296)
国際特許分類[B23K11/00]の下位に属する分類
加圧バツト溶接 (20)
フラッシュバツト溶接 (35)
ローラ型電極を用いるもの (100)
先行するサブクラスの1つに限定されないシーム溶接 (16)
スポット溶接;スティッチ溶接 (553)
プロジェクション溶接 (209)
溶接される材料の性質を考慮したもの (198)
抵抗加熱による切り離し (4)
そのための電源または制御回路 (525)
携帯可能な溶接装置 (3)
電極に関して特徴のあるもの (287)
予備処理 (27)
補助装置 (100)
国際特許分類[B23K11/00]に分類される特許
21 - 30 / 219
抵抗溶接方法及び抵抗溶接治具
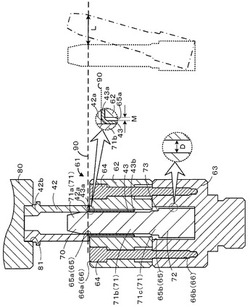
【課題】抵抗溶接におけるガイドピンの寿命を長くする。
【解決手段】内筒43と主体金具42とを互いに接近する方向に加圧した状態で第1電極61と第2電極80との間に電圧を印加して端部42aとフランジ部43aとの接触面で抵抗溶接を行うにあたり、加圧によるせん断応力がガイドピン70に加わったときに、ガイドピン70がセラミックス製であるため、例えばフェノール樹脂製のガイドピンと比べて摩耗が起こりにくい。また、ガイドピン70の大径部72とガイドピン挿入孔65bとの間にクリアランスDが形成されていることでガイドピン70が径方向に揺動可能であるため、せん断応力の一部を揺動により吸収でき、揺動不可能なセラミックス製のガイドピンと比べてガイドピン70が折れにくい。したがって、抵抗溶接におけるガイドピン70の寿命を長くすることができる。
(もっと読む)
結線装置及び結線方法

【課題】主電極及び副電極の双方に対して回転電機の軸方向から容易にアプローチでき、主電極及び副電極の交換や調整、確認等の各種作業を容易にできる結線装置及び結線方法を得る。
【解決手段】スライダ122と共に主電極保持ブロック24が上昇すると、揺動レバー132の被押上ピン144が主電極保持ブロック24に押し上げられて揺動レバー132が回動し、押上ピン138が副電極保持ブロック44を押し上げる。被押上ピン144は押上ピン138よりもシャフト134から離間しているので、主電極保持ブロック24の上昇量は副電極保持ブロック44よりも大きく、これにより、主電極を副電極よりも上方へオフセットさせることができる。
(もっと読む)
接合フランジ構造
【課題】溶接接合部の品質を確保すると共に第一フランジ及び第二フランジについて所望の接合強度を得る。
【解決手段】第一フランジ20及び第二フランジ24では、溶接接合部32と接着接合部34とが分けて設定されており、第二フランジ24における溶接接合部32と接着接合部34との間の移行部40に位置する部分には、プール部42が形成されている。プール部42は、移行部40における第一フランジ20及び第二フランジ24間に、接着接合部34における第一フランジ20及び第二フランジ24間の隙間46と連通する空間部44を形成している。この構成によれば、接着接合部34において余った接着剤38を空間部44に貯留させることができるので、溶接接合部32に接着剤38が流入することを抑制でき、溶接接合部32の品質を確保できる。また、接着接合部34においてより多くの接着剤38を使用できるので、所望の接合強度を得ることができる。
(もっと読む)
電池の製造方法及び溶接方法
【課題】集電板に熱印加によるアニール処理を施すことなく抵抗溶接を行い、シール材の締め付け量を確保する。
【解決手段】隔壁16を介して複数の電槽は互いに連接して二次電池が構成される。隔壁16に貫通穴30が形成され、貫通穴30に集電板20a、20bの接続突部21a、21bが嵌入され、抵抗溶接される。溶接電流を流す前に、溶接電流よりも小さい電流を通電し、その後に溶接電流を流すことで、集電板20a、20bのアニール処理を施すことなくOリング32の締め付け量を確保する。
(もっと読む)
スタッドボルト
【課題】トルク試験が容易に行え、更に不良品の発生を極力防止できるスタッドボルトを提供する。
【解決手段】ボルト本体11に雄ねじが形成され、底部に放電用突起12を備えたコンデンサースタッド溶接に用いるスタッドボルト10において、ボルト本体11の先部に軸心を合わせて、非円形の直状凹部13を設けた。この直状凹部13は断面多角形の穴からなって、トルクレンチの先部に設けられているアダプターが嵌入する。
(もっと読む)
溶接部の遅れ破壊特性並びに静的強度特性に優れた自動車用構造部材、および、その製造方法
【課題】高強度鋼板と溶接ナットまたは溶接ボルトとがプロジェクション溶接されてなり、溶接部の遅れ破壊特性並びに静的強度特性に優れた自動車用構造部材およびその製造方法を提供する。
【解決手段】高強度鋼板1と溶接ナットまたは溶接ボルトとがプロジェクション溶接によって接合され、溶接ナットまたは溶接ボルトは下面側が高強度鋼板1との接合面とされたフランジ部を有し、接合面に略半球状のプロジェクション部が設けられ、さらに、縦断面においてプロジェクション部の略半球状の円弧と接合面とが交差してなす半円の弦上の中心をCとし、プロジェクション部の半径をR(mm)としたとき、中心Cから3Rの距離の範囲内に凹部を有し、凹部はプロジェクション部の周囲に局所的に設けられ、凹部の合計体積がプロジェクション部の合計体積の0.7〜1.3倍の範囲である。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接に際し、溶接設備の機能の制約を受けず、簡便な溶接前工程によって、溶融した状態で形成されたナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】少なくとも2枚の金属板を重ね合わせた部材に対し、一方の面側から金属板に溶接電極を加圧しながら押し当て、他方の面側の金属板には該溶接電極と離隔した位置に給電端子を取り付け、該溶接電極と該給電端子との間で通電して溶接を行うインダイレクトスポット溶接において、金属板間の重ね合わせ面全面に、絶縁性を有する粘稠な物質を介在させた状態で溶接を行う。
(もっと読む)
電極構造およびその製造方法、ならびに電気加熱型触媒およびその製造方法
【課題】セラミックス基材に対する電極の剥離を抑制可能で、小型化が可能な電極構造などを提供すること。
【解決手段】セラミックス基材12上に設けられる導電層30と、導電層30に固定される電極40とを有する電極構造20において、導電層30は、少なくとも一部が多孔質であって、電極40と接触する表面に微細な凹凸を有し、電極40は、導電層30の凹凸の凹部31に入り込んだアンカー部46を有する。
(もっと読む)
異種金属材の接合端部構造およびその製造方法
【課題】軽合金製板材と鋼板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】腐食電位の異なる2種の金属材が接着剤を介して接合されることにより形成される異種金属材の接合端部構造であって、上記両金属材の接合部間に設置された接着剤層13と、上記両金属材の接合端部に沿って設置された上記接着剤の膨出部14,15と、上記両金属材の接着面および接着剤の膨出部表面以外に形成された電着塗膜16とを有し、上記両金属材のうち、少なくとも卑の腐食電位を有する金属材の接合端部近傍に位置する電着塗膜16の表面が上記接着剤の膨出部14,15により覆われたことを特徴とする異種金属材の接合端部構造およびその製造方法。
(もっと読む)
金属部材の抵抗溶接方法およびセンサの製造方法
【課題】抵抗溶接により接合した金属部材同士の接合強度および耐振動性を確保することができる金属部材の抵抗溶接方法を提供する。
【解決手段】断面が略円形のシース芯線35の端部36と、シース芯線35よりも幅の大きい板状の中継端子52の端部53とを、重ね方向(Y軸方向)に重ね、シース芯線35が中継端子52の幅方向にはみ出さないように配置する。重ね方向の両側から、溶接電極80,85を当接させ、押圧しつつ溶接電流を流す。溶接電極80の径Cはシース芯線35の幅よりも大きい。シース芯線35側で溶接後に形成される溶接痕38は、溶接電極80の径Cが溶接電極85の径Dより大きいことから深さを浅くでき、その底面に対する側面の傾斜を小さくできるので、底面と側面との境目にかかる応力を低減できる。また、抵抗溶接により形成される溶融部Mも分散することがない。
(もっと読む)
21 - 30 / 219
[ Back to top ]