
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
21 - 30 / 540
スポット溶接装置
【課題】ワークを撓ませることなく電極チップの加圧力を変化させる。
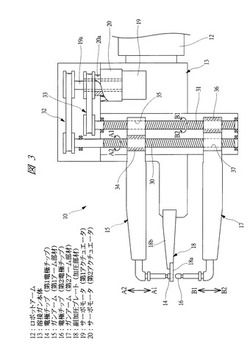
【解決手段】ロボットアーム12に固定される溶接ガン本体13には、電極チップ14を備えるガンアーム15と、電極チップ16を備えるガンアーム17とが移動自在に設けられる。また、溶接ガン本体13には副加圧プレート18が固定される。さらに、溶接ガン本体13には、ガンアーム15,17を駆動するサーボモータ19,20が設けられる。スポット溶接時には、ガンアーム15,17を近づけてワークを電極チップ14,16間に挟み込む。続いて、溶接ガン本体13を移動させて副加圧プレート18をワーク表面に押し付ける。このとき、電極チップ14,16間のワークが撓まないように、ガンアーム15,17は溶接ガン本体13に対して相対移動する。これにより、ワークを撓ませることなく電極チップ14,16から付与される加圧力を相違させることが可能となる。
(もっと読む)
スポット溶接装置

【課題】板材を重ね合わせた板組の被溶接体をスポット溶接するにあたり安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】固定側電極15と、固定側電極15と協働して被溶接部材100を挟持して加圧する可動側電極25と、副加圧付与35及び副加圧付与アーム32を備えたリンク機構を有し、副加圧アクチュエータ35によるリンク機構の作動により被溶接部材100に固定側電極15に隣接して当接して副加圧力を付与する副加圧位置及び被溶接部材から離反する退避位置に移動する副加圧部33を有する副加圧付与手段30とを備える。
(もっと読む)
スポット溶接装置
【課題】板材を重ね合わせた板組の被溶接体をスポット溶接するにあたり安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】固定側電極19と、この固定側電極19と協働して被溶接部材100を挟持して加圧する可動側電極29と、固定側電極19に隣接して被溶接部材100に当接して副加圧力を付与する副加圧部39と、可動側電極29と副加圧部材39を連動するラックアンドピニオン機構の可動伝達手段34とを備え、固定側電極19及び副加圧部39と固定側電極19に対向して被溶接部材100に当接する可動側電極19とによって被溶接部材100を挟持加圧し、固定側電極19と可動側電極29との間で通電してスポット溶接する。
(もっと読む)
スポット溶接方法及びスポット溶接装置
【課題】ギャップや面直ズレ等の外乱による溶接不良を抑制できるスポット溶接方法を提供すること。
【解決手段】鋼板W1及びW2を重ね合わせたワークWを一対の電極チップ21,22で挟んで加圧し、所定以上の加圧力を維持した状態で電極チップ21,22間に電流を流すことでワークWを溶接するスポット溶接方法において、ワークWを一対の電極チップ21,22で挟んで加圧を開始してから、加圧力が所定の加圧力に達して安定化するまでの間に、一対の電極チップ21,22を少なくとも加圧方向に振動させることを特徴とするスポット溶接方法である。
(もっと読む)
スポット溶接装置
【課題】溶接対象となるワークを位置決めする位置決め治具の数を減らすことの可能なスポット溶接装置を提供する。
【解決手段】複数の板材を重ねたワーク18を、一対の溶接電極12,17で両側から把持して加圧するとともに、一対の溶接電極12,17に電流を流してナゲットを形成することにより、板材同士を相互に接合するスポット溶接装置10であって、一対の溶接電極12,17により把持される前にワーク18を両側から把持して当該ワーク18を位置決めし、かつ、一対の溶接電極12,17の加圧力により板材が変形することを防止する把持機構21を備えている。
(もっと読む)
スポット溶接装置
【課題】ワークを撓ませることなく電極チップの加圧力を変化させる。
【解決手段】溶接ガン本体には、電極チップ14を備えるガンアーム15と、電極チップ16を備えるガンアーム17とが設けられる。ガンアーム15,17を駆動するボールネジ30,32は、フローティングクラッチ40を介して連結される。フローティングクラッチ40は、ボールネジ30,32の相対回転を禁止するロック状態と、ボールネジ30,32の相対回転を所定角度内で許容する解除状態に切り換えられる。また、溶接ガン本体には副加圧プレート18が固定される。スポット溶接時には、フローティングクラッチ40を解除状態にし、副加圧プレート18がワーク表面に押し付けられる。このとき、ボールネジ32のボールネジ30に対する相対回転が許容され(矢印B1)、電極チップ16は主加圧力を引き下げる方向に微小ストロークで上昇する(矢印B2)。
(もっと読む)
片側スポット溶接方法および片側スポット溶接装置
【課題】ブローホールの発生を抑制する片側スポット溶接方法および片側スポット溶接装置を提供する。
【解決手段】ワークの溶接部位に、前記ワークの片側からのみ電極を当てて溶接する片側スポット溶接方法であって、前記電極により前記ワークを前記片側から加圧しつつ、前記ワークに所定の電流値で本通電を行うナゲット形成工程S2と、前記ナゲット形成工程後、前記電極により前記ワークを前記片側から加圧しつつ、前記ワークに前記所定の電流値よりも低い電流値で通電を行う徐冷工程S3と、を含むことを特徴とする。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成される碁石形のナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】インダイレクトスポット溶接法において、通電時間を2つの時間帯t1,t2に区分し、最初の時間帯t1では、加圧力F1で加圧しかつ電流値C1で通電したのち、次の時間帯t2では、F1よりも低い加圧力F2で加圧しかつC1よりも高い電流値C2で通電する。
(もっと読む)
抵抗スポット溶接方法
【課題】加圧工程及び溶接工程における金属板の変形や圧痕、散りや爆飛の発生を防止しながら、良好な溶接を行うことのできる抵抗スポット溶接方法を提供する。
【解決手段】この抵抗スポット溶接方法は、第一の電極1及び第二の電極2により、複数の金属板Wを挟んで加圧力を加える加圧工程S200と、複数の金属板Wに対して加圧力を加えた状態で、第一の電極1及び第二の電極2により複数の金属板Wに対して溶接電流を流す溶接工程S300と、を備えており、加圧工程S200及び溶接工程S300は、加圧力の大きさを継続的に測定しながら行われる。
(もっと読む)
片側スポット溶接方法および片側スポット溶接装置
【課題】スパッタの発生に基づくワークの品質の低下を防止することができる片側スポット溶接方法および片側スポット溶接装置を提供する。
【解決手段】ワークWの溶接部位に、前記ワークWの片側からのみ電極2、3、3を当てて溶接する片側スポット溶接方法であって、溶接電極2とアース電極3、3とを前記ワークWに前記片側から加圧しながら当接させるとともに、前記溶接電極2と前記アース電極3、3とを通電させる溶接工程を有し、前記溶接工程において、前記溶接電極2と前記ワークWとの境界に前記溶接電極2の周囲からエアを供給する冷却工程を行うことを特徴とする。
(もっと読む)
21 - 30 / 540
[ Back to top ]