
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
31 - 40 / 540
片側スポット溶接方法および片側スポット溶接装置
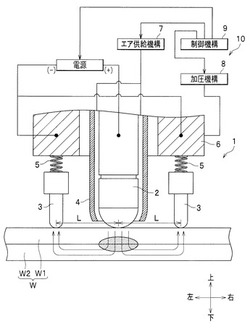
【課題】スパッタの発生に基づくワークの品質の低下を防止することができる片側スポット溶接方法および片側スポット溶接装置を提供する。
【解決手段】ワークWの溶接部位に、前記ワークWの片側からのみ電極2、3、3を当てて溶接する片側スポット溶接方法であって、溶接電極2とアース電極3、3とを前記ワークWに前記片側から加圧しながら当接させるとともに、前記溶接電極2と前記アース電極3、3とを通電させる溶接工程を有し、前記溶接工程において、前記溶接電極2と前記ワークWとの境界に前記溶接電極2の周囲からエアを供給する冷却工程を行うことを特徴とする。
(もっと読む)
抵抗スポット溶接方法

【課題】重ね合わせた2枚以上の厚板の、外側の少なくとも一方に、さらに薄板を重ね合わせた板厚比の大きな板組みにおいて、板と板の間に板隙があった場合でも、薄板−厚板間に健全な接合部を得ることができる抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた2枚の厚板12、13の上面に薄板11を重ね合わせた板組み10を一対の電極16、17によって挟み、加圧力を加えながら抵抗スポット溶接を行なうにあたり、厚板12と厚板13の間(板隙22)に導電性を持たない樹脂26を介在させ、さらに、溶接工程を前期と後期に分け、溶接前期に、厚板12、13の間に介在する樹脂26が電極直下から押し出されない低い加圧力で短時間の溶接を行ない、その後、通電を止めて加圧力を増加させた後に、溶接後期を開始し、高加圧下で溶接を行なう。
(もっと読む)
銅被覆鋼箔集合体および通電部材
【課題】リチウムイオン二次電池の負極集電体をはじめとする蓄電デバイスの集電体として積層枚数の増大を可能にする技術を提供する。
【解決手段】鋼からなる芯材の両側表面に銅被覆層をもつ複数の銅被覆鋼箔の一部分同士を積層して抵抗加熱により一体化した銅被覆鋼箔集合体であって、各銅被覆鋼箔は(A)銅被覆層を含めた両表面間の平均厚さtが3〜100μm、(B)芯材の平均厚さをtSとするとき、tS/t≧0.4、(C)銅被覆層の片面当たりの平均厚さtCuがいずれの側も0.02μm以上、の要件を満たすものであり、前記の積層した部分において隣り合う芯材が銅融着層を介して接合している銅被覆鋼箔集合体。
(もっと読む)
スポット溶接装置
【課題】剛性の異なる板材を重ね合わせた板組の被溶接体をスポット溶接するにあたり安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】被溶接部材100を挟持して加圧する固定側電極15及び可動側電極25と、制御加圧力付与アクチュエータ31によって制御加圧力付与アーム35の先端に設けられた受部39を被溶接部材100に当接して制御加圧力Fαを付与する制御加圧力付与手段30を備え、制御加圧力付与アーム35を非磁性材料によって構成する。剛性の異なる板材を重ねた被溶接部材100における溶接品質が向上する。制御加圧力付与アーム35における電磁誘導加熱の発生が防止されて制御加圧力付与アーム35の温度上昇が抑制され、制御加圧力付与アクチュエータ31及び制御加圧力付与アーム35の熱影響が回避されて制御加圧力付与手段30の安定した作動及び耐久性が確保できる。
(もっと読む)
抵抗スポット溶接方法
【課題】重ね合わせた2枚以上の厚板の、外側の少なくとも一方に、さらに薄板を重ね合わせた板厚比の大きな板組みにおいて、板と板の間に板隙があった場合でも、薄板−厚板間に健全な接合部を得ることができる抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた2枚の厚板12、13の上面に薄板11を重ね合わせた板組み10を一対の電極16、17によって挟み、加圧力を加えながら抵抗スポット溶接を行なうにあたり、厚板12と厚板13の間(板隙22)に導電性を持つ樹脂26を介在させ、さらに、溶接工程を前期と後期に分け、溶接前期には、加圧力PがP≦3kNを満足する低い加圧力で溶接を行ない、その後、溶接後期には、高加圧下で通電して溶接を行なう。
(もっと読む)
スポット溶接装置
【課題】剛性の異なる板材を重ね合わせた被溶接部材をスポット溶接するにあたり、優れた作業効率及び溶接品質が得られるスポット溶接装置を提供する。
【解決手段】可動側電極25を固定側電極15と協働して被溶接部材100に加圧力を付与する加圧位置に移動せしめる加圧力アクチュエータ20と、固定側電極15に隣接して受部39を被溶接部材100に当接して制御加圧力を付与する制御加圧位置に移動せしめる制御加圧力付与アクチュエータ31と、溶接トランス40を有し、溶接ロボットに支持されて支持ブラケット2に前方に加圧力アクチュエータ20を配置し、加圧力アクチュエータ20の後方に制御加圧力付与アクチュエータ31及び溶接トランス40が直線状に配置する。スポット溶接装置1の幅方向寸法が抑制されて小型化されると共に可動側電極25及び固定側電極15の周囲に作業空間が確保される。
(もっと読む)
車体部材の接合方法及び接合構造
【課題】一対のフランジを溶接する溶接部の品質を確保する。
【解決手段】本発明の車体部材の接合方法は、一対の車体パネル12の縁部12Aに沿って延びる一対のフランジ14を互いに向かい合わせると共に、この一対のフランジ14の間に接着剤20を介在させる第一工程と、一対のフランジ14の基端部からこのフランジ14と交差する方向(Y方向)に延びる交差壁部16に余長部24を予め形成した状態で、一対のフランジ14の延びる方向(X方向)に余長部24とオーバラップする位置において、一対のスポットガン28により一対のフランジ14を互いの側に押圧してスポット溶接する第二工程とを備えている。これによれば、スポット溶接時に余長部24が延びることにより、一対のフランジ14が基端側から先端側に亘って容易に合わさった状態となる。これにより、溶接部22を円滑に形成することができるので、この溶接部22の品質を確保することができる。
(もっと読む)
溶接装置
【課題】結合部の安定性及び強度を向上させることができる溶接装置を提供する。
【解決手段】本実施の形態に係る溶接装置1は、主に、電流が供給される第1の電極20と、第1の電極20と離れて設けられ、電流が被溶接部材を介して流れ込む第2の電極30と、第1の電極20と第2の電極30との間に設けられ、被溶接部材に圧力を付加する加圧部材40と、を備えて概略構成されている。この溶接装置1は、加圧部材40により、第1の電極20及び第2の電極30の間に圧力を付加することができるので、接触抵抗のばらつきを抑制することが可能となり、結合部84の安定性及び強度を向上させることができる。
(もっと読む)
アルミ合金板材とめっき鋼板材との接合体
【課題】接合強度のバラツキを抑制することができるとともに高強度であるアルミ合金板材とめっき鋼板材との接合体を提供する。
【解決手段】アルミ合金板材1とめっき鋼板材2との接合体において、前記めっき鋼板材は、少なくとも前記アルミ合金板材との対向面に、亜鉛を少なくとも10質量%以上含有するとともに融点が亜鉛の融点以下であり、且つ目付け量が30g/m2以下である亜鉛含有めっき層を有し、前記アルミ合金板材と前記めっき鋼板材とがスポット溶接されている、ことを特徴とする。
(もっと読む)
車体部材の接合構造
【課題】隣り合う溶接部の間において接着剤に凹部が形成されることを抑制する。
【解決手段】車体部材の接合構造10では、上フランジ30の基端部に折曲部42が形成されている。この折曲部42は、複数の溶接部36の各々と上フランジ30の延びる方向にオーバラップする部位42Aよりも複数の溶接部36の間の中央部と上フランジ30の延びる方向にオーバラップする部位42Bの方が曲率半径が大きくなるように構成されている。そして、この折曲部42により、上フランジ30における基端部から先端部までのフランジ幅W1は、複数の溶接部36の各々が形成された部分よりも複数の溶接部36の間の中央部の方が狭くなるように変化されている。従って、スポット溶接時に、隣り合う溶接部36の間においてスポットガン46の圧力が低くなっても、隣り合う溶接部36の間において接着剤34が一対の上フランジ30における基端部側と先端部側とに行き渡る。
(もっと読む)
31 - 40 / 540
[ Back to top ]