
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
41 - 50 / 540
保持機構、およびそれを用いたスポット溶接検査装置
【課題】構造の複雑化を招くことなく、また、溶接部位との位置関係などに関わらず、検出器を溶接部位に対して垂直に保持する保持機構、およびその保持機構を用いたスポット溶接検査装置を提供する、
【解決手段】固定板11と、固定板11に対向し貫通孔33が形成された可動板12と、固定板11側の端部が当該固定板11に固定され可動板12側の端部に当該可動板12が軸方向に往復自在に装着される連結部材13と、連結部材13により連結された固定板11と可動板12とを互いに離間する方向に付勢するコイルばね14とを設け、可動板12の貫通孔33を、固定板11に対向する側から反対側に向かうにしたがってその内径が徐々に大きくなるテーパ状に形成し、可動板12側の端部が当該可動板12の貫通孔33に嵌合するテーパ状に形成された連結部材13を、貫通孔33に前記固定板11と反対側から挿入する。
(もっと読む)
車体部材の接合構造

【課題】隣り合う溶接部の間において接着剤に凹部が形成されることを抑制する。
【解決手段】車体部材の接合構造10では、上フランジ30の基端部に折曲部42が形成されている。この折曲部42は、複数の溶接部36の各々と上フランジ30の延びる方向にオーバラップする部位42Aよりも複数の溶接部36の間の中央部と上フランジ30の延びる方向にオーバラップする部位42Bの方が曲率半径が大きくなるように構成されている。そして、この折曲部42により、上フランジ30における基端部から先端部までのフランジ幅W1は、複数の溶接部36の各々が形成された部分よりも複数の溶接部36の間の中央部の方が狭くなるように変化されている。従って、スポット溶接時に、隣り合う溶接部36の間においてスポットガン46の圧力が低くなっても、隣り合う溶接部36の間において接着剤34が一対の上フランジ30における基端部側と先端部側とに行き渡る。
(もっと読む)
異材接合用アルミニウム合金部材および異材接合部材、異材接合方法
【課題】立体的な中空形状であるアルミニウム合金押出中空形材であっても鋼製ピアスメタルを用いてスポット溶接によって鋼材とアルミニウム合金材との異材接合を行うことを可能とする。
【解決手段】異材接合用アルミニウム合金部材1を、作業用開口部7が予め設けられた7000系アルミニウム合金押出中空形材6として、鋼製ピアスメタル20を予めかしめておき、鋼製部材との異材接合の際に、鋼製ピアスメタル20と鋼製部材とを鋼−鋼同士でスポット溶接して接合する。
(もっと読む)
スポット溶接装置
【課題】2枚の厚板に薄板を重ねた被溶接部材をスポット溶接にあたり、安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】薄板101、第1厚板102、第2厚板103が順に重ね合わせた被溶接部材100をスポット溶接するにあたり、第2厚板102に当接する固定側電極104と薄板101に当接する可動側電極17及び可動側電極17に隣接して薄板101に当接する制御加圧手段20の被溶接部材押さえ26によって被溶接部材100を挟持加圧する。第2厚板103に固定側電極14による加圧力が付与され、薄板101側に可動側電極17による加圧力と制御加圧付与手段20による制御加圧力が付与され、可動側電極17による加圧力より固定側電極14による加圧力が小さく制御される。薄板101と第1厚板102間の電流密度が高くなり、薄板101から第2厚板103に亘って良好なナゲットが形成され、溶接品質が向上する。
(もっと読む)
車体部材の接合構造及び接合方法
【課題】隣り合う溶接接合部の間において接着剤に凹部が形成されることを抑制する。
【解決手段】車体部材の接合構造10は、第一上フランジ32と、この第一上フランジ32と対向され、第一上フランジ32と接着剤40により接着された第二上フランジ36と、を備えている。第一上フランジ32には、スポット溶接により第二上フランジ36側に潰された状態とされて第二上フランジ36と接合される複数の溶接接合部42と、この複数の溶接接合部42の間から第二上フランジ36側に向けて膨出する膨出部44とが形成されている。また、複数の溶接接合部42がスポット溶接により潰される前の状態で、第一上フランジ32及び第二上フランジ36が対向された場合には、複数の溶接接合部42と第二上フランジ36との間の隙間C1よりも膨出部44と第二上フランジ36との間の隙間C2の方が小さくなるようになっている。
(もっと読む)
抵抗溶接方法および抵抗溶接装置
【課題】 溶接対象に供給するエネルギを管理できる抵抗溶接装置を提供する。
【解決手段】 本発明になる抵抗溶接装置は、スイッチング部を介して溶接トランスの一次側に一次電流を通電して、前記溶接トランスの二次側に二次電流を発生させ、溶接対象を介して溶接電極間に流す抵抗溶接装置であって、前記スイッチング部の導通状態を制御する制御信号を生成する溶接制御部と、前記溶接対象に供給されるエネルギを検出する溶接情報モニタ部と、を備え、前記溶接制御部は、別途設けた操作手段からの溶接開始指令を受けた時に前記スイッチング部を導通状態にし、前記溶接情報モニタ部からの供給されるエネルギが予め設定されている供給エネルギを超えた時に前記スイッチング部を非導通状態にする制御信号を生成することを特徴とする。
(もっと読む)
金属結合方法
【課題】一方の金属に突起部を設ける必要がなく、2つの金属の結合前素材形状を単純化すること。
【解決手段】第1金属11と第2金属12を結合する結合方法において、金属フィラー挟持工程と、加圧工程と、通電工程と、を備える。金属フィラー挟持工程は、第1金属11と第2金属12のうち、少なくとも一方の硬度以上の硬度を持つ金属ワイヤ13を、第1金属11と第2金属12の結合面11a,12aに挟む。加圧工程は、第1金属11と第2金属12の結合部を加圧する。通電工程は、第1金属11と第2金属12との間に通電する。
(もっと読む)
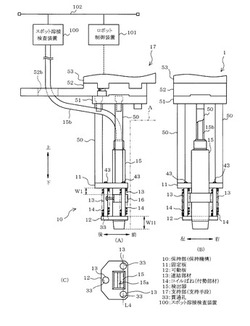
イコライズユニットを備えるスポット溶接装置
【課題】スポット溶接装置において、イコライズユニット21を流体圧を用いない構成にするとともに、イコライズユニット21に汎用性をもたせ、固定電極が被溶接物に対して付与する衝撃力を緩和して、被溶接物の変形を抑制し、溶接品質を向上させる。
【解決手段】イコライズユニット21が、可動電極に連結された作動ロッド17と平行に延びる支持ロッド28に移動可能に支持され、溶接ガン本体3に連結された移動部材31と、移動部材31を支持ロッド28の軸方向の他側へ付勢する第1の圧縮コイルバネ32と、移動部材31を支持ロッド28の軸方向の一側へ付勢する第2の圧縮コイルバネ33と、移動部材31に設けられたイコライズ作動ピン35と、イコライズ作動ピン35により押圧され、可動電極の固定電極の側への移動に伴う作動ロッド17の移動時に、作動ロッド17の傾斜カム部17fに当接しながら回動するリンクレバー部材39とを備える。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
抵抗溶接方法、及び抵抗溶接構造体の製造方法
【課題】板厚比が大きな板組みにおいても最薄の被溶接材側に必要サイズのナゲットを形成することができると共に、作業性を向上させることができる抵抗溶接方法を得る。
【解決手段】本抵抗溶接方法では、薄板10及び厚板12、14を、薄板10が外側に配置されるように重ね合わせて板組み16を形成し、当該板組み16を一対の電極18、20で挟んで抵抗溶接をするにあたり、薄板10と接する一方の電極18の温度を、厚板14と接する他方の電極20の温度よりも高く設定する。これにより、一方の電極18と接する薄板10の温度が上昇し易くなり、ナゲットNが薄板10側へ成長し易くなるので、板厚比が大きな板組み16においても薄板10側に必要サイズのナゲットNを形成することができる。しかも、単に電極18、20の温度を管理するだけでよいため、作業性を大幅に向上させることができる。
(もっと読む)
41 - 50 / 540
[ Back to top ]