
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
51 - 60 / 540
抵抗溶接方法、及び抵抗溶接構造体の製造方法
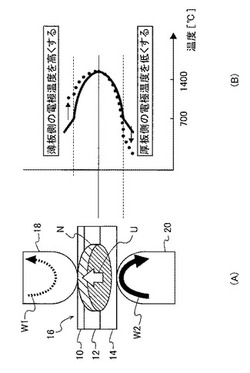
【課題】板厚比が大きな板組みにおいても最薄の被溶接材側に必要サイズのナゲットを形成することができると共に、作業性を向上させることができる抵抗溶接方法を得る。
【解決手段】本抵抗溶接方法では、薄板10及び厚板12、14を、薄板10が外側に配置されるように重ね合わせて板組み16を形成し、当該板組み16を一対の電極18、20で挟んで抵抗溶接をするにあたり、薄板10と接する一方の電極18の温度を、厚板14と接する他方の電極20の温度よりも高く設定する。これにより、一方の電極18と接する薄板10の温度が上昇し易くなり、ナゲットNが薄板10側へ成長し易くなるので、板厚比が大きな板組み16においても薄板10側に必要サイズのナゲットNを形成することができる。しかも、単に電極18、20の温度を管理するだけでよいため、作業性を大幅に向上させることができる。
(もっと読む)
鉄筋のスポット溶接に用いる溶接電流の設定方法

【課題】1回通電による鉄筋のスポット溶接方法において目標とする特性を備えた溶接部を得るための溶接電流を簡単かつ確実に設定可能な溶接電流の設定方法を提案すること。
【解決手段】1回通電によるスポット溶接に用いる溶接電流の設定方法では、まず、溶接電流の値を所定の値に定め(ST2)、当該溶接電流を主筋とせん断補強筋の溶接部に流した場合に得られる、サイクル数に対する溶接部の溶接強度と、当該溶接部における主筋の機械的性質を測定する(ST3)。溶接強度が鉄筋母材の規格降伏点強度以上となる第1サイクル数帯域B1を求め(ST4)、第1サイクル数帯域B1内で、主筋の機械的性質がJIS規格を満足する状態に保持される第2サイクル数帯域B2を求め(ST5)、溶接電流のサイクル数を第2サイクル数帯域の値Naに設定する(ST6)。
(もっと読む)
学習制御機能を備えたスポット溶接ロボット
【課題】従来のスポット溶接ロボットは、ロボットの高速動作によって発生する軌跡誤差や振動成分によって、ロボットの最適動作が阻害されるという問題があった。
【解決手段】本発明のスポット溶接ロボットは、制御対象部位とセンサとを備えたロボット機構部(1)と、制御対象部位の目標軌跡または目標位置に関する位置指令データを取得し、位置偏差データに従って、ロボット機構部を所定の動作速度で動作させる動作制御部(4)と、センサの検出結果から制御対象部位の軌跡または位置を算出し、軌跡誤差または位置誤差を補正するための、もしくは振動を抑制するための、学習補正量を算出する学習制御部(3)と、を有し、動作制御部は、学習補正量を用いて位置偏差データを補正し、学習制御部は、学習補正量を算出する過程で、最大動作速度に至るまで1回又は複数回に渡って動作速度を増加させながら学習補正量を算出する、ことを特徴とする。
(もっと読む)
抵抗溶接接合体
【課題】鋼板間にスポット溶接部や部分的に強く接触する部分が存在する状況下において
も、抵抗スポット溶接の溶接条件を殆ど変更せずにく、無効電流を十分に低減しながら、
スポット溶接部や部分的に強く接触する部分の近傍で、良好な抵抗スポット溶接を行う。
【解決手段】重ね合わされて配置される鋼板1、2における、鋼板1、2を接合するとと
もに通電性を有する接合部3の近傍に、重ね合わされて配置される鋼板1、2を挟んで対
向して配置される溶接電極4およびバック電極5を当設して、鋼板1、2を抵抗溶接する
。溶接電極4またはバック電極5が当接する鋼板1、2が、接合部3と、溶接電極4また
はバック電極5が当設する部分とを結ぶ領域25の少なくとも一部を分断するように形成
されるスリット1a、2aを備える。
(もっと読む)
ダッシュパネル構造及びその製造方法
【課題】ダッシュパネルロアとダッシュパネルアッパとの接合部の隙間から車両前方側への接着剤のはみ出しを抑制する。
【解決手段】ダッシュパネル2が、車両前方側において車室を仕切るダッシュパネルロア10と、該ダッシュパネルロア10の上部に接合されるダッシュパネルアッパ20とを備え、ダッシュパネルロア10の上端部において車両前方に向かって延びるとともに車幅方向に延設された上部フランジ12と、ダッシュパネルアッパ20の被接合パネル部23とが、車幅方向に連続して形成された接着剤層7と、車幅方向に間隔を空けて複数施されたスポット溶接部SWとを介して接合される場合において、車両前後方向においてスポット溶接部SWよりも車室内側に配置された部分における接着剤層7の厚みを、スポット溶接部SWよりも前側に配置された部分に比べて大きく、且つ、車室内側に向かうに従って大きく形成する。
(もっと読む)
抵抗溶接方法
【課題】鋼板間にスポット溶接部や部分的に強く接触する部分が存在する状況下において
も、抵抗スポット溶接の溶接条件を殆ど変更せずにく、無効電流を十分に低減しながら、
スポット溶接部や部分的に強く接触する部分の近傍で、良好な抵抗スポット溶接を行う。
【解決手段】重ね合わされて配置される鋼板1、2における、鋼板1、2を接合するとと
もに通電性を有する接合部3の近傍に、重ね合わされて配置される鋼板1、2を挟んで対
向して配置される溶接電極4およびバック電極5を当設して、鋼板1、2を抵抗溶接する
。溶接電極4またはバック電極5が当接する鋼板1、2が、接合部3と、溶接電極4また
はバック電極5が当設する部分とを結ぶ領域25の少なくとも一部を分断するように形成
されるスリット1a、2aを備える。
(もっと読む)
せん断補強筋のスポット溶接方法
【課題】靭性を損なうことなく規格降伏点以上の溶接強度となるようにせん断補強筋を梁主筋にスポット溶接するにあたり、溶接作業の効率化および溶接品質のばらつきの低減を図ること。
【解決手段】住宅用鉄筋コンクリート梁の梁主筋に所定ピッチでスポット溶接されるせん断補強筋のスポット溶接方法において、予熱工程を行わず、梁主筋およびせん断補強筋に溶接電流を流して本溶接を行い(本溶接工程A)、その後、通電を切ることなく、溶接温度を維持する程度の低い電流を流し(冷却溶接工程B)、その後に焼き戻し電流を通電して焼き戻し溶接を行い(焼き戻し溶接工程C)、梁主筋に対するせん断補強筋の溶接強度を、せん断補強筋の規格降伏点強度以上の値とする。本溶接工程Aおよび焼き戻し溶接工程Cにおいて、電流値を徐々に増加させるアップスロープ制御と、電流値を徐々に減少させるダウンスロープ制御を行う。
(もっと読む)
接合物およびその製造方法
【課題】製造コストを低減できる接合物およびその製造方法の提供。
【解決手段】接続部材21の棒状部材22が接続される位置に棒状部材22の外径よりも小径の筒状の開口穴33を形成し、開口穴33の開口端部38をプロジェクションとし、棒状部材22が開口穴33に挿入された状態でプロジェクション溶接により棒状部材22と接続部材21とを接合する。
(もっと読む)
ボスの溶接方法
【課題】 ボス等の金属部材を板金等に接合する方法に関し、熟練を要さず短時間で接合可能な溶接方法を提供する。
【解決手段】 ボス1に形成した曲面(R面)6或いはテーパー面と板金7の挿入孔8の上端縁部を線接触させ、線接触部位を抵抗発熱を利用して圧接する。
(もっと読む)
構造物の接合構造
【課題】第1部材や第2部材の疲労強度を向上できる構造物の接合構造を提供すること。
【解決手段】第1フランジ2a及びウェブ2bを有する第1部材2と、その第1部材2の第1フランジ2aと第2部材101との間で接合部3が形成される構造物1の接合構造であって、第1部材2の第1フランジ2aの長手方向の縁部2eから接合部3に向かってスリット4が形成される。スリット4により第1フランジ2aの剛性が低下し、第2部材101の変形に応じ、第1フランジ2aはある程度の範囲で倣うことができる。その結果、第2部材101の変形に伴う接合部3の接合端部3aにおける応力集中が緩和される。これにより、第1部材2や第2部材101の疲労強度を向上できる。
(もっと読む)
51 - 60 / 540
[ Back to top ]