
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
61 - 70 / 540
抵抗溶接方法及び抵抗溶接治具
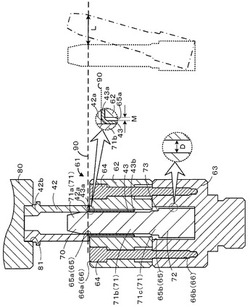
【課題】抵抗溶接におけるガイドピンの寿命を長くする。
【解決手段】内筒43と主体金具42とを互いに接近する方向に加圧した状態で第1電極61と第2電極80との間に電圧を印加して端部42aとフランジ部43aとの接触面で抵抗溶接を行うにあたり、加圧によるせん断応力がガイドピン70に加わったときに、ガイドピン70がセラミックス製であるため、例えばフェノール樹脂製のガイドピンと比べて摩耗が起こりにくい。また、ガイドピン70の大径部72とガイドピン挿入孔65bとの間にクリアランスDが形成されていることでガイドピン70が径方向に揺動可能であるため、せん断応力の一部を揺動により吸収でき、揺動不可能なセラミックス製のガイドピンと比べてガイドピン70が折れにくい。したがって、抵抗溶接におけるガイドピン70の寿命を長くすることができる。
(もっと読む)
結線装置及び結線方法

【課題】主電極及び副電極の双方に対して回転電機の軸方向から容易にアプローチでき、主電極及び副電極の交換や調整、確認等の各種作業を容易にできる結線装置及び結線方法を得る。
【解決手段】スライダ122と共に主電極保持ブロック24が上昇すると、揺動レバー132の被押上ピン144が主電極保持ブロック24に押し上げられて揺動レバー132が回動し、押上ピン138が副電極保持ブロック44を押し上げる。被押上ピン144は押上ピン138よりもシャフト134から離間しているので、主電極保持ブロック24の上昇量は副電極保持ブロック44よりも大きく、これにより、主電極を副電極よりも上方へオフセットさせることができる。
(もっと読む)
抵抗溶接部材、その加工方法およびその加工装置
【課題】疲労強度に優れた抵抗溶接部材(スポット溶接継手)が得られる加工方法を提供する。
【解決手段】本発明の抵抗溶接部材の加工方法は、圧接された電極から投入された電力によりジュール加熱され溶融凝固した溶接部によって接合された被溶接物からなる抵抗溶接部材の加工方法であって、溶接部の周縁域に環状の圧縮残留応力を付与する第一加工工程と、この第一加工工程の開始後に、その周縁域に内包される内包域の引張残留応力を低減する第二加工工程と、を備えることを特徴とする。第一加工工程の開始後に第二加工工程を行うことにより、抵抗溶接部材中の残留応力全体を圧縮側へ変更することができる。そしてスポット溶接継手の疲労限度線図は、平均応力が零近傍で急激な変化を示す。従って本発明の加工により、スポット溶接継手内の残留応力を圧縮側へシフトすることにより、その疲労強度を大幅に向上させることができるようになった。
(もっと読む)
接合フランジ構造
【課題】溶接接合部の品質を確保すると共に第一フランジ及び第二フランジについて所望の接合強度を得る。
【解決手段】第一フランジ20及び第二フランジ24では、溶接接合部32と接着接合部34とが分けて設定されており、第二フランジ24における溶接接合部32と接着接合部34との間の移行部40に位置する部分には、プール部42が形成されている。プール部42は、移行部40における第一フランジ20及び第二フランジ24間に、接着接合部34における第一フランジ20及び第二フランジ24間の隙間46と連通する空間部44を形成している。この構成によれば、接着接合部34において余った接着剤38を空間部44に貯留させることができるので、溶接接合部32に接着剤38が流入することを抑制でき、溶接接合部32の品質を確保できる。また、接着接合部34においてより多くの接着剤38を使用できるので、所望の接合強度を得ることができる。
(もっと読む)
スポット溶接装置及びスポット溶接方法
【課題】厚板と薄板を重ね合わせた被溶接体をスポット溶接する際に安定した溶接品質が得られるスポット溶接装置を提供する。
【解決手段】薄板101側に当接する第2溶接電極35及び受部13と第2厚板103に当接する第1溶接電極25によって被溶接部材100を挟持し、第1溶接電極25によって加圧付与し第1溶接電極25と第2溶接電極35との間に通電することで薄板101から第2厚板103に亘って良好なナゲットが形成される。同様に薄板101に当接する第1溶接電極25及び受部13と第2厚板103に当接する第2溶接電極35によって被溶接部材100を挟持し、第2溶接電極35によって加圧付与することで薄板101から第2厚板103に亘って良好なナゲットが形成されて被溶接部材に対する溶接品質が向上する。
(もっと読む)
スポット打点選別方法およびスポット打点選別プログラム
【課題】車体精度を高める観点から仮付け打点を設定する。
【解決手段】メインボディ工程は、始めに仮付け打点を溶接して車体精度を決定する仮付けステージと、残りの増打ち打点を溶接して車体剛性を高める増打ちステージとを備える。仮付け打点を設定する際には、各溶接ロボットが溶接可能な仮付け打点の処理打点数が演算され(S4)、溶接ロボット毎にスポット打点が仮付け打点の候補として振り分けられる(S5)。続いて、各候補打点に作用する応力が演算され(S7)、最小応力打点が増打ち打点Pcとして設定され(S9)、最小応力打点が候補打点群から削除される(S10)。候補打点数が処理打点数以下となる迄、S7〜S10の処理を繰り返すことにより、応力の小さなスポット打点が仮付け打点の候補から外されて増打ち打点に設定される。そして、処理打点数まで候補打点が絞られると、候補打点群が仮付け打点として設定される(S11)。
(もっと読む)
スポット溶接方法およびスポット溶接装置
【課題】複数枚の厚板の外側に薄板が重ね合わされて形成された接合部が折れ曲がっていても各板材間に十分なナゲットを形成して溶接品質を向上する。
【解決手段】複数枚の厚板P1、P2と薄板P3とからなる接合部Qがスポット溶接される。スポット溶接装置10は、相互に対向する第1と第2の溶接電極12,15と、溶接電極15を軸方向に駆動する電極駆動アクチュエータ13とが設けられた溶接ガン本体11を有している。加圧アクチュエータ16により軸方向に駆動される支持板18には加圧アーム22が揺動自在に装着され、加圧アームには薄板P3のうち溶接電極15に隣接した部位に接触する加圧ピース25が設けられている。加圧アーム22を揺動させて加圧ピース25の接合部に対する姿勢を変位させることにより、加圧ピース25や加圧アーム22とワークWとの干渉が避けられる。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で、冷却を挟んだ2段通電するスポット溶接方法に関する。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で3段通電するスポット溶接方法に関する。
(もっと読む)
高張力鋼板の接合体、および高張力鋼板の抵抗溶接方法
【課題】生産性を低下させることなく、ナゲット内部への亀裂の進展を抑えて、破断強度の向上を図った高張力鋼板の接合体、および高張力鋼板の抵抗溶接方法を提供する。
【解決手段】重ね合わされた高張力鋼板同士を少なくとも含む接合部を抵抗溶接によって接合してなる高張力鋼板の接合体である。この高張力鋼板の接合体にあっては、JIS Z2244に準拠した低試験力ビッカース硬さ試験(試験力4.903N)にて測定した、ナゲット13から熱影響部14を経て母材に至るビッカース硬さ分布曲線において、「熱影響部領域においてビッカース硬さが母材の硬さよりも低減した後に母材の硬さにまで上昇するのに要する距離」と定義される熱影響部軟化幅wが、一定幅以上である。
(もっと読む)
61 - 70 / 540
[ Back to top ]