
国際特許分類[B23K11/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198)
国際特許分類[B23K11/16]の下位に属する分類
非鉄金属に関するもの (12)
異種金属に関するもの (79)
国際特許分類[B23K11/16]に分類される特許
101 - 107 / 107
アルミメッキ鋼板のスポット溶接方法
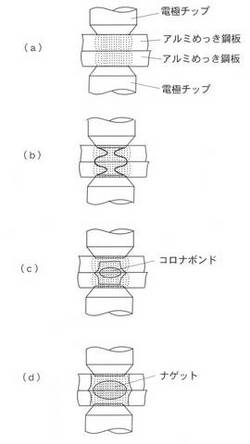
【課題】 スポット溶接の打点寿命を向上させることができ、電極チップの頻繁な研磨が不要となるアルミめっき鋼板の溶接方法を提供する。
【解決手段】 被溶接材としてアルミめっき鋼板同士またはアルミめっき鋼板と他の金属板とを重ね合わせ、これらを一対の電極チップで挟んだ状態で加圧し、前記電極チップ間に通電してジュール熱により被溶接材の溶接部を溶融し、その後、通電停止により前記溶接部を冷却・凝固させてナゲットを形成するにあたり、前記溶接部を溶融後、通電量を漸減させるダウンスロープ工程を付加し、前記溶接部から前記電極チップへの熱伝導を減少させ、前記溶接部の冷却スピードを穏やかにする。
(もっと読む)
異種材料の接合方法

【課題】異なる二種類の材料を重ね合わせて接合するに際し、いずれかの材料の表面に酸化皮膜が形成されていても、多くの熱量を投入することなく酸化皮膜を除去することができ、接合界面の金属間化合物の生成を抑制して、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、アルミニウム合金2とを重ね合わせて接合するに際して、抵抗スポット溶接により、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層3との間の界面に共晶溶融を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合することにより、多くの熱量を投入することなく酸化皮膜を除去し、接合界面の金属間化合物の生成を抑制して、亜鉛めっき鋼板1及びアルミニウム合金2の新生面同士を接合する。
(もっと読む)
レーザ溶接方法
【課題】 被覆材の蒸発に起因する爆飛などの問題や溶け落ちなどの問題を生じさせないレーザ溶接方法を提供する。
【解決手段】 まず被接合部材1が重合した被溶接位置に対して片側から抵抗溶接電極を押し当ててシリーズ溶接を行ない、被接合部材間の板隙を無くし、被覆材の蒸発に起因する爆飛を抑えて、溶接領域の被覆材を蒸発除去する。次に、レーザ光30をインフォーカス又はデフォーカス状態で照射し、加熱領域をその周囲に徐々に広げていき、周囲の被覆材を蒸発除去させる。次に、レーザ光照射工程で被覆材を蒸発除去した領域の内縁に沿ってレーザ溶接を行なう。
(もっと読む)
Mg成分含有Zn系合金めっき鋼板スポット溶接用電極
【課題】 Mg成分を含有するZn合金めっきを施しためっき鋼板を大電流下でスポット溶接にする際にあっても、めっき金属との溶着・合金化を抑え、亀裂の発生を防止して長寿命化を可能としたスポット溶接用電極を安価に提供する。
【解決手段】 電極本体、又は芯材を埋め込んだ二重構造の電極では芯材として、Be,Mg,Ca,Sr,Ti,Zr,Y,Ceの酸化物から選ばれた少なくとも一種以上の微粒子を0.5〜10体積%の割合で分散させたW又はMo若しくはそれらを基材とする合金を用いる。
分散された微粒子の作用によりめっき金属中のMg成分の酸化が抑制されるために、電極先端部へのMgOの堆積が抑制されて電極とめっき金属が溶着し難くなり、電極寿命が向上する。
(もっと読む)
1つ又は複数の接続点で機械的に接合するとともに加圧溶接することによって、2つ以上の、形状部品又は金属板を接合する方法
本発明は、2つ以上の、金属板又は特に自動車部品の形状部品と自動車部品とを接続する方法を開示する。本発明は、特に、少なくとも1つが高張力鋼から成る2つ以上の、金属板及び/又は形状部品を接続する方法に関し、a)金属板又は形状部品の1つ又は複数の接続点における確実且つ/又は非確実な機械的接続、及び、b)加圧溶接による接続点の熱接合を含む。本発明による方法により、特に自動車分野において、非常に高品質のスポット溶接接続部を有する車体部分を製造することができる。 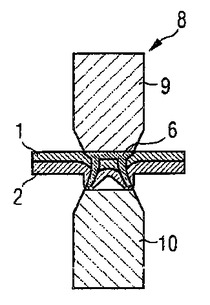 (もっと読む)
(もっと読む)
メッキ鋼材とアルミ系材との抵抗溶接方法及びクラッド材
熱硬化性樹脂制振鋼板の短間隔連続スポット溶接方法及び溶接機
【目的】 熱硬化性樹脂制振鋼板を短間隔で連続スポット溶接しても円周切れ等の欠陥の発生を防止した溶接方法及び溶接機の提案。
【構成】 電極間にスイッチを有するバイパス回路を設け、溶接電流iと電極間電圧vを監視し時間tに対する変化がdi/dt<0、dv/dt≧0となったとき、溶接電流をバイパス回路に流し、i=0となったときバイパス回路をオフとする。
(もっと読む)
101 - 107 / 107
[ Back to top ]