
国際特許分類[B23K11/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198)
国際特許分類[B23K11/16]の下位に属する分類
非鉄金属に関するもの (12)
異種金属に関するもの (79)
国際特許分類[B23K11/16]に分類される特許
61 - 70 / 107
Sn系めっき鋼板のスポット溶接方法
【課題】
難溶性の素材、特にSnを主成分とするめっき鋼板を使用した時の連続打点性に優れたSn系めっき鋼板のスポット溶接方法を提供する。
【解決手段】
Sn系めっき鋼板のスポット溶接にあたり、厚さ1μm以上100μm以下のNiまたはNi合金の金属箔を介して接合することを特徴とする、Sn系めっき鋼板のスポット溶接方法、好ましくは、前記金属箔は600℃での電気抵抗率が1×10-6Ω・m以下、前記金属箔はNi-Cr合金であり、Cr含有率が4mass%以下である。
(もっと読む)
異材接合用鋼材、異材接合体および異材接合方法
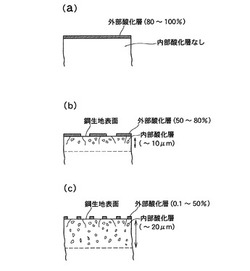
【課題】スポット溶接の適用条件などの制約が少なく、汎用性に優れると共に、接合部に脆弱な反応層(金属間化合物層)が生成して接合の信頼性を阻害することがなく、高い接合強度を有する接合部を得ることのできる、鋼材とアルミニウム合金材とを接合した異材接合体および異材接合方法を提供することにある。
【解決手段】鋼材とアルミニウム合金材との異材接合体であって、接合する特定組成の鋼材の、表面の外部酸化物層と内部の酸化物とを互いに特定の組成とする一方で、接合するアルミニウム合金材を特定組成のAl−Mg−Si系アルミニウム合金とし、異材接合体のアルミニウム合金材側の接合界面において、Feの含有量を規制した上で、異材接合体の接合界面にFeとAlとの反応層が形成されている異材接合体とし、高い接合強度を得る。
(もっと読む)
被覆電線の接続方法

【課題】電線の表面に形成される酸化被膜の融点温度が導電部材の融点温度よりも十分に高い場合であっても、低コストで良好な接続信頼性を確保することができる被覆電線の接続方法を提供する。
【解決手段】絶縁被膜によって電線が被覆された被覆電線と、電線の表面に形成される酸化被膜の融点温度よりも低い融点温度を有する導電部材とを接続する被覆電線の接続方法であって、導電部材が絶縁被膜の一部と接するように加圧すると共に、導電部材に電流を流して発熱させることにより、絶縁被膜と酸化被膜の一部を除去して、剥き出し状態となった電線と導電部材との当接面を仮接合し、仮接合された当接面にレーザ光を照射して、当接面で電線と導電部材とを溶融接合する。
(もっと読む)
高強度鋼板のスポット溶接方法
【目的】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で2段通電、冷却を挟んだ2段通電、3段通電するスポット溶接方法に関する。
(もっと読む)
異種板材のスポット溶接方法
【課題】本発明は、異種板材のスポット溶接方法において、直流型溶接機を用いることにより発熱効率を高めつつ、鋼材二枚とアルミニウム合金板一枚を重ね合わせ接合することで、必要電流値を抑えつつも、アルミニウム合金と鋼材との間の界面に生成される金属間化合物を発生を抑えて、十分な接合力を発揮できるスポット溶接方法を提供することを目的とする。
【解決手段】アルミニウム合金板(6a)側を陰極側電極5として、高張力鋼板(10a)側を陽極側電極4とすると、高張力鋼板(10a)側に生成される鋼板側ナゲットFN(溶融部)は、アルミニウム合金板(6a)側に突出することなく、高張力鋼板(10a)側でのみ成形されることになる。このため、アルミニウム側ナゲットAN(溶融部)も局所的に生じることなく、広い範囲で均一に生じる
(もっと読む)
ヒュージング品質管理方法と装置
【課題】電極の経時変化、ターミナルのかしめ量の変化といった変動要因に影響させることなく、高い精度で品質の良否判定を可能とする。
【解決手段】被膜剥離プロセスでは、ターミナルの表面温度を監視し、温度が一旦下降してから再度上昇していくタイミングを検出することで、プロセスを正確に管理する。
一方、熱かしめプロセスでは、ターミナル温度を積算することで、被膜電線3に投入される熱量を求め、この熱量の積算値が予め設定した設定値の範囲内に達したか否かを監視することで、プロセスを正確に管理する。
(もっと読む)
ヒュージング制御方法およびヒュージング装置
【課題】ターミナルにメッキを施していなくても、安定した溶接を可能とした、ヒュージング制御方法およびヒュージング装置を提供する。
【解決手段】折曲ターミナル2に被膜電線3を挟みこんでなるワークWに対し、折曲ターミナル2を介して被膜電線3に通電して溶接する際、折曲ターミナル2の表面温度を監視し、折曲ターミナル2を介して被膜電線3に対し、対応する通電制御を行う被膜剥離プロセスと、ワークWに生ずる熱量を監視して、折曲ターミナル2を介して被膜電線3に対し、対応する通電制御を行う熱かしめプロセスとを実行する。
(もっと読む)
高張力鋼板のスポット溶接方法と高張力鋼板の溶接継手
【課題】板厚が厚い高張力鋼板を、高加圧力ではなく、量産実用上可能な低加圧力でスポット溶接することで、ナゲット径を拡大させ、必要な継ぎ手強度や耐衝撃性を得ることができる高張力鋼板のスポット溶接方法と、高張力鋼板の溶接継手を提供することを課題とする。
【解決手段】板厚が1.8mm以上で、引張強度が580MPa以上の高張力鋼板をスポット溶接する高張力鋼板のスポット溶接方法であって、スポット溶接を行う際の加圧力、溶接電流値を以下の式を満足させる条件で行うと共に、そのスポット溶接はチリを発生させた状態で行う。
ここで、2000N<P<5000N、Imin<I<17.0kA
上式で、Imin=(1/500)P+4t−8
(もっと読む)
角型被覆電線の接続方法
【課題】角型電線の変形を抑制し、且つ、製造工程を簡素化できる角型被覆電線の接続方法を提供する。
【解決手段】導電部材と、絶縁被膜によって角型電線が被覆された角型被覆電線とを、導電部材が絶縁被膜の一部と接するように加圧すると共に、導電部材に電流を流して発熱させることにより、導電部材と角型被覆電線の角型電線とを接続する接続方法であって、加圧・通電条件を絶縁被膜が昇華する条件とする。これにより、絶縁被膜における導電部材と接する部位を昇華により除去し、且つ、角型電線と導電部材とを接続する。
(もっと読む)
被膜付角型電線の接続構造及びその接続方法
【課題】被膜付角型電線を導電部材に挟み込んだ状態で加圧しつつ、導電部材に電流を通電する際に、導電部材の屈曲部に電流が集中するのを防止することができる被膜付角型電線と導電部材との接続構造及びその接続方法を提供すること。
【解決手段】導電部材10の折り返し部12は、その先端から屈曲部13に向かって所定の長さだけ基部11に接触した接触部30を有し、この接触部30の長さL1を屈曲部13の内側表面から外側表面までの厚さL2以上とした。これにより接触部30に流れる電流路を十分に確保することができるため、基部11と折り返し部12との間に被膜付角型電線20を挟んで溶接する際に、屈曲部13への電流の集中を防止することができる。
(もっと読む)
61 - 70 / 107
[ Back to top ]