
国際特許分類[B23K11/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198)
国際特許分類[B23K11/16]の下位に属する分類
非鉄金属に関するもの (12)
異種金属に関するもの (79)
国際特許分類[B23K11/16]に分類される特許
81 - 90 / 107
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
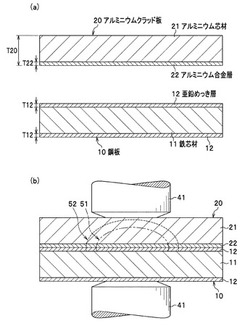
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
鋼材とアルミニウム材との異材接合体とその接合方法

【課題】鋼材とアルミニウム材とをスポット溶接にて接合する際の接合強度を高めるとともに接触腐食を抑制できる異材接合体及びそのスポット溶接方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、これら接合される鋼材1 とアルミニウム材2 との互いの接合面間に、特定のZnまたはAlの金属皮膜と有機樹脂接着剤の皮膜との抑制層4 が予め設けられた状態でスポット溶接されており、スポット溶接後の溶接部における最適な厚さの界面反応層の厚さが特定の範囲に制御されて高い接合強度を得るとともに、スポット接合部以外の界面領域に存在する抑制層4 によって高い耐食性を得る。
(もっと読む)
高炭素鋼の抵抗溶接方法及び抵抗溶接装置
【課題】
内部まで浸炭処理されている高炭素―高クロム鋼材からなる第1の被溶接物と第2の被溶接物とを簡単に抵抗溶接でき、大きな溶接強度を得ること。
【解決手段】
内部まで浸炭焼入れ処理されている高炭素鋼からなる第1の被溶接物と第2の被溶接物との間に加圧力をかけた状態で、第1、第2の被溶接物の間に単一の第1のパルス状溶接電流I1を流す第1の接合工程と、第1のパルス状溶接電流からクーリング時間Tcをおいて単一の第2のパルス状溶接電流I2を流す第2の接合工程と、第2のパルス状溶接電流を通電した後に、第1、第2のパルス状溶接電流の通電時間よりも長い時間、第1、第2のパルス状溶接電流のピーク値よりも小さなピーク値の交流溶接電流iを通電する第3の接合工程を順次行う高炭素鋼の抵抗溶接方法。
(もっと読む)
金属部材の接合方法
【課題】接合しようとする部材の材質が異なる場合や従来のパラレルギャップ溶接では接合が困難な微細な部材の場合でも安定した品質で接合が可能な接合方法を提供する。
【解決手段】接合しようとする2つの部材2、3の少なくとも一方の部材の表面に、あらかじめ該部材の材料の融点よりも低い融点を有する金属材料のメッキ層を形成し、該2つの部材をメッキ層6を間に介在させて重ね合わせ、所定の間隔を置いて平行にセットされた2本の電極1a、1bを該部材に押し当て、電極間に通電して部材の抵抗発熱により前記メッキ層を溶融させて2つの部材を接合する。
(もっと読む)
亜鉛系合金めっき鋼板のスポット溶接方法
【課題】特殊な電極を使用せず、簡便な溶接方法又は溶接条件の変更によって、溶接電極の寿命を向上することができる亜鉛系合金めっき鋼板のスポット溶接方法を提供する。
【解決手段】片面あたりの付着量が10〜200g/m2で、板厚tが0.7〜2.3mmの亜鉛系合金めっき鋼板を重ね合わせて、最適ナゲット径の下限値dn0(=4×√t)(mm)が得られる溶接電流最小値I0(kA)、電極先端部に溶着が発生する溶接電流最小値IS(kA)、及びk(=0.6〜0.9)値に基づいて設定した溶接電流値Im(=I0+k×(IS−I0))(kA)でスポット溶接する。
(もっと読む)
排気系のスポット溶接構造
【課題】従来では互いに相反していた複数の要請の両立を図ることができるような排気系のスポット溶接構造を提供する。
【解決手段】排気消音器10の溶接部位41では、内プレート31と仕切り板26の取付片26aと内側ケース22と外側ケース21とがスポット溶接によって接合される。排気消音器10の溶接部位42では、内プレート32と仕切り板25の取付片25aと内側ケース22と外側ケース21とがスポット溶接によって接合される。排気消音器10の溶接部位43では、内プレート33と内側ケース22と外側ケース21とがスポット溶接によって接合される。排気消音器10の構成部材である外側ケース21と内側ケース22と仕切り板25,26とは、ステンレス鋼板からなる。内プレート31,32,33は、排気消音器10の構成部材よりもクロム含有量の多いステンレス製である。
(もっと読む)
鋼材の金具溶接方法
【課題】鋼材、特にH形鋼が変形(反り)を起こしにくいように金具を溶接することができる鋼材の金具溶接方法を提供する。
【解決手段】非導電性塗膜10が形成されたH形鋼1のフランジ部1bに金具6を抵抗溶接する方法であって、フランジ部1bに貫通孔1cを開け、貫通孔1cの一側の開口縁1eに一方の電極11Aを接触させ、非導電性塗膜が形成された貫通孔1cの他側の開口縁1fに、他方の電極11Bを接続した金具6を接触させて、金具6を貫通孔1cの他側の開口縁1fに加圧しながら通電することで、金具6をH形鋼1のフランジ部1bに抵抗溶接することで、抵抗溶接は瞬時にスポット状で熱が発生するだけであるから、H形鋼1が変形(反り)を起こしにくいように金具6を溶接することができる。
(もっと読む)
抵抗溶接用高張力鋼板及びその接合方法
【課題】1180MPa級以上の高張力鋼板でありながら、抵抗溶接による接合部の接合強度を確保することができる抵抗溶接性に優れた高張力鋼板と、このような高張力鋼板の接合方法を提供すること。
【解決手段】C含有量を0.15〜0.25%、Si含有量を0.1〜2.5%とすると共に、Mn含有量を0.10〜1.0%の範囲内に制御する一方、Crを0.5〜3.5%添加し、さらにMn/(Mn+Cr)比を0.50未満とする。さらに好ましくは、不純物成分としてのP及びSをそれぞれ0.02質量%以下及び0.01質量%以下に抑えると共に、Ni:0.1〜3.0%、Cu:0.01〜3.0%、Al:0.001〜0.1%を添加する。
(もっと読む)
抵抗スポット溶接による異種金属の接合方法及び接合構造
【課題】抵抗スポット溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、新生面同士の強固な接合が可能な異種金属の接合方法と、抵抗スポット溶接による異種金属の強固な接合構造を提供する。
【解決手段】例えば、亜鉛めっき鋼材1とアルミニウム合金材2とを重ね合わせ、亜鉛めっき鋼材1のめっき層1p中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポット溶接するに際し、スポット溶接用電極として、先端部に曲面を備えた電極E1を少なくとも一方の電極として用いる。
(もっと読む)
抵抗スポット溶接による異種金属の接合方法及び接合構造
【課題】抵抗スポット溶接により異種金属を接合するに際して、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、新生面同士の接合が可能であると共に、ナゲットを適切な状態としてその面積を拡大し、もって高強度の接合継手が得られる異種金属の接合方法を提供する。
【解決手段】例えば、亜鉛めっき鋼材とアルミニウム合金材とを重ね合わせ、亜鉛めっき鋼材のめっき層中の亜鉛とアルミニウムとの共晶溶融を生じさせて抵抗スポット溶接するに際し、スポット溶接用電極として、先端部を曲面形状にすると共に、例えば電極本体部とはヤング率や電気電動度などの物性が異なる異種材料片20や21を組み込んだ電極10又は11を少なくとも一方の電極として用いる。
(もっと読む)
81 - 90 / 107
[ Back to top ]