
国際特許分類[B23K11/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198) | 非鉄金属に関するもの (12)
国際特許分類[B23K11/18]に分類される特許
1 - 10 / 12
アルミニウム板の抵抗シーム溶接方法及び当該溶接方法を利用した水冷ジャケット
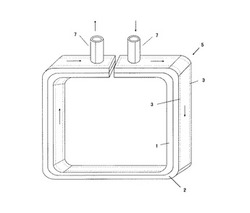
【課題】アルミニウム板の溶接に関する難点を解消し、より低加圧・省電力で抵抗シーム溶接を行うことを可能にする方法を提供し、さらに当該溶接方法を使用して、アルミニウム板を利用した、スペースを取らず、容易に製造可能で、汎用性の高い水冷ジャケットをより効率的に提供すること。
【解決手段】2つの円盤状の溶接電極を使用し、ワークを挟んで連続的に回転させながら電流を断続させ、溶接を行う抵抗シーム溶接装置を使用し、当該抵抗シーム溶接機の電源装置が、所定の目標電流値を設定する手段と、所定の時間単位で現実の電流値を検出する手段と、現実の電流値と所定の目標電流値とを比較する手段と、比較した結果現実の電流値が目標電流値を超えた場合スイッチング制御し、次の電流を立ち上げる手段を備え、溶接時のヒート:クールの時間比を、1:1.5〜3.5(好ましくは1:2〜1:3)の範囲で、アルミニウム板の溶接を行うことからなる。
(もっと読む)
アルミニウム箔の接合方法

【課題】アルミニウム箔の接合方法を提供する。
【解決手段】複数枚のアルミニウム箔1a,1a…を積層して超音波ヘッドH,Hにより超音波を当てて、アルミニウム箔1a,1a…の酸化被膜を破壊して仮付けする超音波仮付工程と、一対の電極にて、超音波仮付工程にて形成された仮付部3を挟圧しつつ、電極に通電して積層したアルミニウム箔1a,1a…を溶着する抵抗溶接工程と、を備えている。
(もっと読む)
高導電性被溶接物のプロジェクション溶接方法
【課題】
銅又はアルミニウムからなる高導電性被溶接物同士でも簡単にプロジェクション溶接が可能な溶接方法を提供すること。
【解決手段】
第1のプロジェクション及び第2のプロジェクションとの間に、第1の高導電性被溶接物又は第2の高導電性被溶接物の金属材料と同一の金属材料からなる第3の高導電性被溶接物として作用する高導電性金属薄板を介在させ、第1のプロジェクションを高導電性金属薄板の一方の面に、第2のプロジェクションを高導電性金属薄板の他方の面にそれぞれ当って接触させ、第1の高導電性被溶接物と第2の高導電性被溶接物との間に、弾性的加圧力を加えた状態でパルス状溶接電流を通電し、第1のプロジェクション、第2のプロジェクション及び高導電性金属薄板とを拡散接合する。
(もっと読む)
抵抗溶接鋼板
【課題】材料強度が980MPa級を超える高張力鋼板でありながら、接合部の接合強度を確保することが出来る抵抗溶接鋼板を提供すること。
【解決手段】母材強度が、980MPaを超える鋼板を抵抗溶接してなる抵抗溶接鋼板において、接合部の溶融凝固部と熱影響部が、焼き戻しマルテンサイトか、あるいは、焼き戻しベイナイトを主相とした組織である抵抗溶接鋼板である。抵抗溶接した接合部の溶融凝固部の硬さが、母材の硬さより、+Hv50〜+150の範囲とする。母材が、重量%で、C:0.15〜0.38%、Mn:0.10〜0.50%、Cr:0.5〜43.0%を含有し、残部を鉄および不可避不純物からなり、さらにMo:0.01〜2.0%を含有する。母材が、下記(1)式および(2)式を満足する。
Mn+Cr = 0.15〜54.0(単位:重量%)・・・・・式(1)、Mn/(Mn+Cr)<0.50(単位:重量%)・・・・・式(2)。
(もっと読む)
導電端子の溶接方法、および導電端子構造
【課題】銅を材料とした2つの導電端子同士の溶着強度を十分に大きくすることのできる抵抗溶接による溶接方法及び導電端子構造を提供する。
【解決手段】すずメッキされた平板状の銅を材料とした第1の導電端子1を、その先端位置から離れた位置に段差10を設けることにより該先端位置から段差までの範囲の先端部分にプロジェクションが形成されるように成型する。また、上記と同じ銅を材料とした第2の導電端子と前記第1の導電端子とを、前記第2の導電端子2の溶接面が前記第1の導電端子のプロジェクションの溶接面全体を覆う大きさとなるように成型する。同時に、各導電端子を、前記第1の導電端子の先端部分の断面積と、前記第2の導電端子の溶接部の断面積とが略同じとなるように成型する。これらの導電端子に同じ電気的特性の電極を圧接して電流を流し、前記プロジェクションを前記第2の導電端子の溶接面の内部に入り込ませて溶着させる。
(もっと読む)
高導電性被溶接物のプロジェクション溶接方法
【課題】
銅又はアルミニウムからなる高導電性被溶接物同士でも簡単にプロジェクション溶接が可能な溶接方法を提供すること。
【解決手段】
第1、第2の高導電性被溶接物の間に溶接電流を流して抵抗溶接するプロジェクション溶接方法において、前記第1の高導電性被溶接物及び前記第2の高導電性被溶接物はそれぞれプロジェクションを有し、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物とを前記プロジェクションが対向するように向かい合わせ、前記プロジェクション同士の間に、前記第1の高導電性被溶接物又は前記第2の高導電性被溶接物の金属材料と同一の金属材料からなる高導電性金属薄板を介在させ、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物との間に、弾力性を含む加圧力を加えた状態でパルス状溶接電流を通電することを特徴とする高導電性被溶接物のプロジェクション溶接方法。
(もっと読む)
高導電性被溶接物及びその抵抗溶接方法
【課題】低融点金属膜を形成することなく銅部材のような高導電性被溶接物同士でも溶接が可能な上下2段構造のプロジェクションを有する被溶接物及び抵抗溶接方法を提供すること。
【解決手段】溶接電流を通電することにより他の金属部材と抵抗溶接される高導電性被溶接物W1において、前記高導電性被溶接物W1は、その高導電性被溶接物W1の接合面から突出する第1のプロジェクションP1と該第1のプロジェクションP1の接合面側の一部分から突出する第2のプロジェクションP2とからなる上下2段構造のプロジェクションを有し、前記第2のプロジェクションP2の接合面の面積は、所望の接合強度を得るのには小さいが、溶接時に印加される加圧力に対して圧潰し難い大きさであること。
(もっと読む)
高導電性金属材料の抵抗溶接方法
【課題】銅部材又はアルミニウム部材など高導電材料からなる被溶接物を抵抗溶接でき、かつ簡単で安価に、また溶接品質の高い溶接結果を得ることができる。
【解決手段】第1の被溶接物W1の金属材料よりも融点が低い低融点金属材料からなる低融点金属膜Mを前記第1の被溶接物に形成する工程と、前記第2の被溶接物W2にプロジェクションPを形成する工程と、前記第2の被溶接物に形成されている前記プロジェクションを前記第1の被溶接物に形成されている前記低融点金属膜に当接させる工程と、互いに当接している前記第1の被溶接物と前記第2の被溶接物とを、弾性力を含む加圧力で加圧した状態でパルス状溶接電流を通電する工程とを備えることを特徴とする高導電金属材料の抵抗溶接方法。
(もっと読む)
チタン板のスポット溶接方法
【課題】 スポット電極−チタン板間の溶着現象を抑制し、十分なサイズのナゲットを形成できるチタン板のスポット溶接方法を提供すること。
【解決手段】 チタン板の表面に厚さが5μmを超えて10μm未満である窒化層を窒化処理によって形成した窒化チタン板を用いて、窒化チタン板の窒化層とスポット電極とを加圧接触させてスポット溶接することを特徴とするスポット電極溶着現象の発生を抑制したチタン板のスポット溶接方法。また、前記窒化チタン板は、スポット電極−チタン板間接触抵抗が0.01mΩを超えて0.2mΩ未満の窒化チタン板である。
(もっと読む)
積層したアルミニウム箔の抵抗溶接方法
【課題】 積層したアルミニウム箔を抵抗溶接することができる積層したアルミニウム箔の溶接方法を提供する。
【解決手段】 積層したアルミニウム箔1に予め小孔2を穿設し、アルミニウム箔1の酸化被膜Xを小孔内面3に沿って除去する。その後、抵抗溶接機の電極Eを小孔2を中心とする被圧着域Aに押圧しつつ、電極Eに通電し、抵抗溶接を行なう。
(もっと読む)
1 - 10 / 12
[ Back to top ]