
国際特許分類[B23K11/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198) | 異種金属に関するもの (79)
国際特許分類[B23K11/20]に分類される特許
11 - 20 / 79
異材接合方法
【課題】鋼板表面からのチリ発生を抑制するとともに、溶接電流もできるだけ小さくでき、高い接合強度を有する異材接合部が得られる、スポット溶接方法を提供することにある。
【解決手段】冷延鋼板とアルミニウム合金板とをスポット溶接する際に、接合する冷延鋼板の板厚tsやアルミニウム合金板の板厚taを特定の範囲とするとともに、鋼板と電極間でチリを発生させず、かつアルミニウム合金板側を溶融させない条件にて予め前通電を行い、その後スポット本溶接を行い、かつ、これらスポット本溶接と前通電との溶接条件が、各通電条件と各板厚とで決まる関係式を更に満足するようにする。
(もっと読む)
異種金属の接合体および異種金属接合体の製造方法
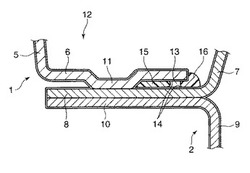
【課題】軽合金製板材と鋼製板材との接合部に水分が進入することに起因した電食の発生を容易かつ効果的に防止できるようにする。
【解決手段】軽合金製板材と鋼製板材とが接合されることにより形成される異種金属の接合体であって、上記軽合金製板材および鋼製板材がそれぞれ0.5mm以上2.0mm以下の板厚を有し、該両板材の端部近傍には、その端面に沿って15mm以上100mm以下の間隔を置いてスポット溶接された複数個所の溶接点11と、該溶接点11の周縁部において上記両板材が互いに離間した離間部13とが形成され、該離間部13の相対向する壁面に電着塗膜14が形成されるとともに、該電着塗膜14が形成された上記両板材の少なくとも一方の端部と該端部に対向する他方の板材との間に跨るようにシーラが塗布されたシール部16が形成された異種金属の接合体および異種金属接合体の製造方法。
(もっと読む)
異材継手構造

【課題】衝突などの大入力による破断が、外観から見えやすい溶接接合の部位に限定され、接合強度信頼性の向上を図ることができる異材継手構造を提供する。
【解決手段】鋼板の鋳込み金具41をアルミニウムの鋳ぐるみ材42で鋳ぐるみ、鋼板の鋳込み金具を鋼板の接合部材43へ溶接する異材継手構造40において、鋼板の鋳込み金具が、引張強度の高い高張力鋼板にて形成され、アルミニウムの鋳ぐるみ材と機械的接合をするアンカ孔46が形成されるとともに、アルミニウムの鋳ぐるみ材と鋼板の鋳込み金具の鋼板面とを非接触にする非合金化亜鉛系めっき表面処理が施された。
(もっと読む)
異材接合方法
【課題】通常の鋼板であっても、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、電極間加圧力、電極間電流、通電時間が特定の条件での本通電のスポット溶接後、形成したナゲットに、更に電極間加圧力、電極間電流、通電時間が特定の条件で後通電して、異材接合継手の接合強度を高める。
(もっと読む)
異材接合方法
【課題】鋼材側の性質(特性)への影響が少なく、鋼材の製造コストをあまり上昇させずに、スポット溶接による高い接合強度を有する接合部を得ることのできる、異材接合方法を提供することにある。
【解決手段】特定組成の鋼材と6000系アルミニウム合金材とをスポット溶接にて異材接合する方法であって、スポット溶接前に、鋼材側の接合面に水ガラスを予め塗布して強制的に乾燥させた上で、特定の電極間加圧力、電極間電流、通電時間の条件にてスポット溶接する。
(もっと読む)
鋼板とアルミニウム板との接合構造体の製造方法およびこの製造方法により製造された鋼板とアルミニウム板との接合構造体
【課題】鋼材とアルミニウム材との接触面での接触腐食を効果的に抑制できる鋼板とアルミニウム板との接合構造体の製造方法の提供と、これにより製造された耐接触腐食性に優れた鋼板とアルミニウム板との接合構造体を提供する。
【解決手段】鋼板とアルミニウム板とが電気的導通を有する状態で接合された接合構造体の製造方法であって、少なくとも鋼板側の接触面に、ポリオレフィン系樹脂、ポリウレタン系樹脂およびエポキシ系樹脂よりなる群から選択される1種以上の樹脂皮膜を膜厚0.1〜5.0μmで形成する工程を含むことを特徴とする鋼板とアルミニウム板との接合構造体の製造方法である。
(もっと読む)
異材接合継手および異材接合方法
【課題】スポット溶接の接合界面におけるAl−Fe系の脆い金属間化合物層の生成自体を無くして、高い接合強度とできる、鋼板とアルミニウム合金板との異材接合継手および異材接合方法を提供することにある。
【解決手段】鋼板とアルミニウム合金板とを重ね合わせてスポット溶接により接合した異材接合継手であって、前記鋼板とアルミニウム合金板との界面に前記スポット溶接によって形成された界面反応層がAlとCuとの金属間化合物と金属Alとが互いに重なりあった層状の組織からなり、この界面反応層にFeとAlとの金属間化合物を有さずに、高い接合強度を得る。
(もっと読む)
異種金属板の接合方法および異種金属接合体
【課題】接着剤による接着とスポット溶接とを併用して異種金属板同士を強固に接合する。
【解決手段】本発明の接合方法には、アルミニウム合金板1とめっき鋼板2とを接着剤5を介して重ね合わせる積層工程と、積層工程で重ね合わせられた上記両金属板1,2をスポット溶接用の一対の電極7,7の間に挟み込んで加圧するとともに、上記一対の電極7,7間に電流を流すプレヒート工程と、プレヒート工程の後、上記電極7,7間の通電を停止した状態で、上記両金属板1,2を上記プレヒート工程の開始時よりも高い加圧力で加圧し、これを所定の冷却時間に亘り継続する冷却工程と、冷却工程の後、上記プレヒート工程の開始時よりも高い加圧力で上記両金属板1,2を加圧しつつ、上記プレヒート工程での通電電流値よりも高い電流を上記一対の電極7,7間に流すことにより、上記両金属板1,2同士を溶接する溶接工程とを含む。
(もっと読む)
異材接合体及び異材抵抗スポット溶接方法
【課題】シール材として熱硬化性接着剤が塗布されている場合においても、接合部に良好な接合強度が得られるアルミニウム材とめっき鋼材との異材抵抗スポット溶接方法を提供し、アルミニウム材と鋼材との異材接合体において、良好な接合強度を得る。
【解決手段】アルミニウム材とめっき鋼材とを挟持する電極に加圧力を印加しながら通電し抵抗スポット溶接を行う。第1の加圧力P1と第2の加圧力P2とを所定のタイミングで印加する。第1の加圧力P1を印加することにより、導電性熱硬化性接着剤を減厚した後、8乃至20kAの電流Iを通電する。通電開始からT1経過後に第2の加圧力P2を印加して、熱硬化性接着剤の一部を排除し、電極間にアルミニウム材と鋼材との接触部及びめっき成分と接着剤との混合物層を形成する。通電期間T2を180乃至400ミリ秒とし、通電終了後に第2の加圧力P2の印加を終了する。
(もっと読む)
抵抗溶接方法
【課題】鉄系部材とアルミニウム系部材との異材溶接において、十分な接合強度が確実に得られ、アルミニウム系部材の板厚減少の少ない抵抗溶接方法を提供する。
【解決手段】鉄系部材とアルミニウム系部材とを抵抗溶接する方法において、鉄系部材側に陽極電極を、アルミニウム系部材側に陰極電極を配置し、鉄系部材の外側表面からアルミニウム系部材の外側表面に至るまでの層が、(1)鉄系部材(固体)、(2)Fe−Al(Fe固溶体)、(3)Al(液体)、(4)アルミニウム系部材(固体)、の順に並んだ状態において通電を行う。
(もっと読む)
11 - 20 / 79
[ Back to top ]