
国際特許分類[B23K11/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198) | 異種金属に関するもの (79)
国際特許分類[B23K11/20]に分類される特許
41 - 50 / 79
異種金属の接合方法及び接合装置

【課題】抵抗溶接によって異種金属材料を接合するに際して、特に低融点側金属材料への電極の過度な押し込みを抑えることができ、もって接合部の板厚減少による継手強度の低下を防止することができる異種金属の接合方法と、このような接合方法に好適に用いることができる接合装置を提供する。
【解決手段】互いに異なる金属材料1,2を重ね合わせた被接合材を抵抗溶接するに際して、電極E1と被接合材1の間の相対変位を機械的に制御する板厚減少抑制手段として、電極E1の近傍部に、例えば棒状の治具4を配設することによって、低融点側材料1に対する電極E1の過剰な押し込みを抑制しながら接合する。
(もっと読む)
異種金属の接合方法及び接合構造

【課題】抵抗溶接によって異種金属を含む3枚以上の被接合材を重ね接合するに際して、異種材界面と同種材界面が混在すると共に、両界面の接触抵抗の相違により異種材界面での発熱が同種材界面の発熱よりも小さくなるような被接合材の組合せであっても、低融点側材料の減肉を抑制しながら、各界面に所望サイズのナゲットを形成することができ、各界面の接合強度を確保することができる接合方法と、これによる接合構造を提供する。
【解決手段】アルミニウム合金板1と亜鉛めっき鋼板2と裸鋼板3とをこの順序に重ね合わせた3枚の板材の間に第1の電流を通じて、同種材である亜鉛めっき鋼板2と裸鋼板3の間の界面に優先的にナゲットNsを形成させたのち、第1の電流よりも大きい第2の電流を通電して、異種材であるアルミニウム合金板1と亜鉛めっき鋼板2の間の界面にナゲットNdを形成する。
(もっと読む)
鋼材とアルミニウム材との異材接合方法
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、スポット溶接による異材接合方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とを互いに重ね合わせ、鋼材1 側とアルミニウム材2 側とから、先端が所定の曲率半径を有する曲面である電極チップ7 、8 により各々挟み込んだ状態で抵抗スポット溶接により溶接接合する異材接合方法であって、鋼材1 側の電極チップ7 の先端曲率半径R1を30〜90mmとする一方、アルミニウム材2 側の電極チップ8 の先端曲率半径R2を、鋼材1 側の電極チップ7 の先端曲率半径R1に比して一定の範囲で大きくし、高い接合強度を得る。
(もっと読む)
プロジェクション溶接部及びそれを形成する方法
【課題】プロジェクション溶接方法を開示する。
【解決手段】本プロジェクション溶接方法は、第1の金属基材(12)、第2の金属基材(14)、並びに第1の金属基材(12)及び第2の金属基材(14)とは別体の突起材(16)を準備する段階と、第1の金属基材(12)と第2の金属基材(14)の間に金属突起材(16)を配置する段階と、第1の金属基材(12)及び第2の金属基材(14)の少なくとも一方に電流(26)及び圧力(36)を加える段階と、電流(26)及び圧力(36)を加えることによって金属突起材(16)を溶融させる段階と、上記溶融によって第1の金属基材(12)と第2の金属基材(14)の間に溶接部(10)を形成する段階と、溶接部(10)によって第1の金属基材(12)及び第2の金属基材(14)を固定結合する段階とを含む。
(もっと読む)
鋼材とアルミニウム材との異材接合体とそのスポット溶接方法
【課題】鋼材とアルミニウム材とをスポット溶接にて接合する際の接合強度を高めるとともに接触腐食を抑制できる異材接合体及びそのスポット溶接方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、これら接合される鋼材1 とアルミニウム材2 との互いの接合面間に、ZnまたはZn合金皮膜とリン酸塩皮膜との抑制層4 が予め設けられた状態でスポット溶接されており、スポット溶接後の溶接部における最適な厚さの界面反応層の厚さが特定の範囲に制御されて高い接合強度を得るとともに、スポット接合部以外の界面領域に存在する抑制層4 によって高い耐食性を得る。
(もっと読む)
高導電性被溶接物のプロジェクション溶接方法
【課題】
銅又はアルミニウムからなる高導電性被溶接物同士でも簡単にプロジェクション溶接が可能な溶接方法を提供すること。
【解決手段】
第1、第2の高導電性被溶接物の間に溶接電流を流して抵抗溶接するプロジェクション溶接方法において、前記第1の高導電性被溶接物及び前記第2の高導電性被溶接物はそれぞれプロジェクションを有し、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物とを前記プロジェクションが対向するように向かい合わせ、前記プロジェクション同士の間に、前記第1の高導電性被溶接物又は前記第2の高導電性被溶接物の金属材料と同一の金属材料からなる高導電性金属薄板を介在させ、前記第1の高導電性被溶接物と前記第2の高導電性被溶接物との間に、弾力性を含む加圧力を加えた状態でパルス状溶接電流を通電することを特徴とする高導電性被溶接物のプロジェクション溶接方法。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
鋼材とアルミニウム材との異材接合体とその接合方法
【課題】鋼材とアルミニウム材とをスポット溶接にて接合する際の接合強度を高めるとともに接触腐食を抑制できる異材接合体及びそのスポット溶接方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、これら接合される鋼材1 とアルミニウム材2 との互いの接合面間に、特定のZnまたはAlの金属皮膜と有機樹脂接着剤の皮膜との抑制層4 が予め設けられた状態でスポット溶接されており、スポット溶接後の溶接部における最適な厚さの界面反応層の厚さが特定の範囲に制御されて高い接合強度を得るとともに、スポット接合部以外の界面領域に存在する抑制層4 によって高い耐食性を得る。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 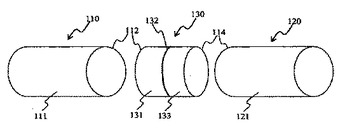 (もっと読む)
(もっと読む)
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
(もっと読む)
41 - 50 / 79
[ Back to top ]