
国際特許分類[B23K11/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198) | 異種金属に関するもの (79)
国際特許分類[B23K11/20]に分類される特許
71 - 79 / 79
異材の抵抗スポット溶接方法
【課題】 鋼材とアルミニウム系材との異材同士を、チリの発生による肉厚の減少なしに高接合強度で接合することができ、破断エネルギが高い強固な接合部を高効率で得ることができる異種材の抵抗スポット溶接方法を提供する。
【解決手段】 鋼材13とアルミニウム又はアルミニウム合金材14とを抵抗スポット溶接する際に、電極11,12間に電流をパルス状に通電する。つまり、通電期間と停止期間とを交互に繰り返し、通電時間t1が停止時間t2の0.6〜10倍である。鋼材13は、亜鉛又は亜鉛合金が被覆された被覆鋼板であるか、アルミニウム又はアルミニウム合金がめっきされためっき鋼板である。前記めっきは、Si:3〜15質量%、Fe:0.5〜5質量%を含む溶融アルミニウム合金めっきである。
(もっと読む)
鋼/アルミニウム接合構造体の製造方法

【課題】 スポット溶接時の通電パターンを管理することにより、接合強度の高い鋼/アルミニウム接合構造体を製造する。
【解決手段】 アルミニウム材料と溶融アルミニウムめっき鋼板とを重ね合わせスポット溶接で一体化する際、8〜14kAの範囲に溶接電流の設定値Wを定め、通電開始から設定値Wに溶接電流が達するまでのアップスロープ期間(t0→t1)の積算電流Q1と定電流溶接期間(t1→t2)の積算電流Q2との間にQ1/Q2:0.05〜3.0,Q1+Q2:1〜5kA・秒の関係を満足させる。
(もっと読む)
異種材料の接合方法
【課題】異なる二種類の材料を重ね合わせて接合するに際し、いずれかの材料の表面に酸化皮膜が形成されていても、多くの熱量を投入することなく酸化皮膜を除去することができ、接合界面の金属間化合物の生成を抑制して、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、アルミニウム合金2とを重ね合わせて接合するに際して、抵抗スポット溶接により、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層3との間の界面に共晶溶融を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合することにより、多くの熱量を投入することなく酸化皮膜を除去し、接合界面の金属間化合物の生成を抑制して、亜鉛めっき鋼板1及びアルミニウム合金2の新生面同士を接合する。
(もっと読む)
自動車用の鋼製部材とアルミニウム合金製部材の取付構造
【課題】 自動車のドアの鋼板製インナーパネルに、インサートを介してアルミニウム合金押出材からなるドアビームを取り付ける場合に、スポット溶接の電流値を低く抑え、塗装がはげた場合でも腐食環境下でインサートが腐食しないようにする。
【解決手段】 インナーパネル7とドアビーム1の間に、両面にアルミニウムめっきが施されたアルミニウムめっき鋼板をインサート材8として介在させ、前記ドアビーム1とインナーパネル7をスポット溶接する。インサート材8のアルミニウムめっきは、片面の厚さが5μm以上であるのが望ましい。
(もっと読む)
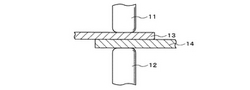
チタン薄板の接続方法及びそれを用いて接続した接続部材
【課題】 接続部に曲げやねじれなどの変形に伴う応力が付与されても、破断が生じるおそれのないチタン薄板の接続方法及びそれを用いて接続した接続部材を提供するものである。
【解決手段】 本発明に係るチタン薄板の接続方法は、チタン薄板11a,11bの端部同士を突き合わせ接続するものであり、チタン薄板11a,11bの端部同士の突き合わせ部12を覆うように、それらのチタン薄板11a,11bの両面に非チタン薄板13a,13bを重ねて積層部15を形成し、その積層部15に所定の間隔を設けてスポット溶接を行うものである。
(もっと読む)
鉄系材料とアルミニウム系材料との拡散接合方法
【課題】、充分な溶接強度が得られる、鉄系材料とアルミニウム系材料との異種金属溶接方法を提供すること。
【解決手段】鉄系材料10の接合部にめっき15をする工程と、鉄系材料10のめっき15をした接合部とアルミニウム系材料20の接合部22との少なくとも一部を接触させる工程と、鉄系材料10の接合部とアルミニウム系材料20の接合部を加圧しながら、鉄系材料10とアルミニウム系材料20との間に通電する工程とを備える鉄系材料10とアルミニウム系材料20との拡散接合方法。
(もっと読む)
鋼材とアルミニウム材との異材接合体とその接合方法
【課題】 接合強度の高いスポット溶接をなしうる、鋼材とアルミニウム材との接合体及びそのスポット溶接法を提供することを目的とする。
【解決手段】 特定板厚の鋼材1とアルミニウム材2とをスポット溶接にて接合した異材接合体3であって、スポット溶接部におけるナゲット5の面積をアルミニウム材2の板厚との関係で規定するとともに、このナゲット5における界面反応層6の厚さが0.5 〜10μm である部分の面積をアルミニウム材2の板厚との関係で規定し、高い接合強度を得る。
(もっと読む)
金属部材の溶接方法
【課題】非水系二次電池を構成する銅材のリード板と鉄材の電池容器との溶接性を向上させる溶接方法を提供する。
【解決手段】鉄製の電池缶1の内底部及び銅製の負極リード板2間には、ニッケル板3が介在している。電池缶1の底部下面には銅電極23が当接しており、負極リード板2の上面にはタングステン電極24が当接している。タングステン電極24は抵抗溶接機の負極側に、銅電極23は正極側にそれぞれ接続されている。負極リード板2、ニッケル板3には、プロジェクション4、5がそれぞれ形成されている。ニッケル板3は、負極リード板2及び電池缶1との溶接性が、負極リード板2及び電池缶1を直接溶接するときの溶接性より高い。タングステン電極24及び銅電極23間を加圧通電することで、プロジェクション4、5が電池缶1底部に溶け込みナゲットが形成される。
(もっと読む)
メッキ鋼材とアルミ系材との抵抗溶接方法及びクラッド材
71 - 79 / 79
[ Back to top ]