
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
1 - 10 / 415
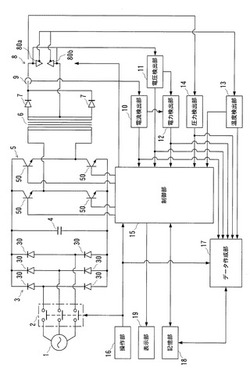
抵抗溶接装置
【課題】電極の温度を検出することなく電極の蓄熱状態や電極の先端部の状態に応じた適切な溶接を実現する。
【解決手段】抵抗溶接装置は、望ましい溶接条件として電極(80a,80b)への望ましい通電の波形と被接合物に印加すべき望ましい圧力とを、電極(80a,80b)のドレッシング回数毎および打点回数毎に記憶する記憶部(18)と、現在のドレッシング回数と打点回数とに対応する溶接条件を記憶部(18)から取得して、溶接中に通電波形検出手段(9〜12)によって検出される通電波形が溶接条件で規定されている通電波形と一致するように溶接電源(2〜7)から電極(80a,80b)への通電量および通電時間を制御すると共に、溶接中に圧力検出部(14)によって検出される圧力が溶接条件で規定されている圧力と一致するように加圧機構を制御する制御部(15)を備える。
(もっと読む)
面直度計測方法及び該面直度計測方法を実施するスポット溶接機

【課題】作業者によるばらつきをなくして安定した溶接品質を有する面直度計測方法及び該方法を行うスポット溶接機を提供する。
【解決手段】被溶接部材Wに対して空気を噴出するとともに、該噴出した空気の背圧P1、P2を計測する背圧計測工程(ステップS2)と、背圧P1、P2−隙間δ1、δ2特性マップに基づいて、前記計測した背圧P1、P2に対応した隙間δを求め、該隙間δ1、δ2に基づいて面直度θを算出する面直度算出工程(ステップS3〜S5)とを備えている。
(もっと読む)
高強度鋼板の抵抗スポット溶接方法
【課題】本発明は、高強度鋼板を含む板組の抵抗スポット溶接において、高い継手強度を実現する抵抗スポット溶接方法を提供することを目的とする。
【解決手段】抵抗スポット溶接方法であって、ナゲットを形成する第1ステップと、
電極で加圧したまま、無通電で保持することにより溶接部を冷却した後通電する第2ステップとを備え、 前記第1ステップにおける通電時間TA、通電電流IA、第2ステップにおける通電時間TB、通電電流IBが、 前記第2ステップの無通電の保持時間Thが、板組の総板厚t、前記ナゲットの径d、前記溶接電極の先端部面積Sとの関係で、下記式を満足すること、を特徴とする抵抗スポット溶接方法。
0.05<(IB2×TB)/(IA2×TA)<1.0・・・(1)
20≦TB≦100・・・(2)
10×(t×d2)/S<Th<200×(t×d2)/S・・・(3)
(もっと読む)
片側スポット溶接装置及び片側スポット溶接方法
【課題】簡易な構成で溶接品質を容易に管理しつつ良好に溶接可能な片側スポット溶接装置及び片側スポット溶接方法を提供する。
【解決手段】ワークWに片側からのみ電極を当接させて溶接する片側スポット溶接装置1であって、溶接電極11と、アース電極12と、溶接電極11をワークWに向かって加圧するサーボモータ21と、溶接電極11及びアース電極12を経由するように通電させる電源回路31と、ワークWに対する溶接電極11の沈み込み量である変位量を検出する変位量センサ16と、制御部51と、溶接電極11の変位量と溶接後のワークWに形成されるナゲット径Dとが、予め関連付けられたマップと、を備え、制御部51は、目標ナゲット径とマップとに基づいて、目標変位量を算出し、変位量センサ16の検出する実測変位量が目標変位量となるように、サーボモータ21及び電源回路31を制御する。
(もっと読む)
通電用電極輪
【課題】 帯状又は棒線状の金属材料を走行させつつ該材料に電流を通して直接通電加熱する方法においてスパークの発生を防止する。
【解決手段】 走行する被加熱材の表面に歯車状の電極輪を接触追随させる。歯先を電極突起とし、間欠的に接触・押圧する。接触後通電し、離反直前に切電して間欠通電とする。ロール電極(導通点が移動且つ不安定)と異なり、導通点が固定された状態で通電が開閉されるので放電火花が発生しない。従ってスパークが発生しない。該電極輪を走行パスに沿って2台設け、両者の電極突起の位置を同期させ、その間を通電加熱する。スパークキズが無く品質が優れる。加熱効率は90%以上が得られ高周波加熱に対して倍増する。
(もっと読む)
抵抗溶接の品質管理方法及び抵抗溶接装置
【課題】電極の状態によらず正確に溶接状態の検査を行うことができる抵抗溶接の品質管理方法及び抵抗溶接装置を提供する。
【解決手段】電圧測定センサ6が、溶接電流Iを通電したときに一対の電極5a、5b間に生じる電圧を測定する。制御装置9は、測定した一対の電極間電圧である測定電圧Vと、上限電圧VU及び下限電圧VLと、の比較に基づいて溶接状態を検査する。このとき、制御装置9は、予め設定、記憶された仮上限電圧(=上限熱量QU/(通電時間T×溶接電流I))及び仮下限電圧(=下限熱量QU/(通電時間T×溶接電流I))に一対の電極5a、5b各々の抵抗成分により生じる測定電圧Vの変動分(Ra+Rb)×Iを加算した値を、上限電圧VU及び下限電圧VLとする。
(もっと読む)
溶接トランスおよびその製造方法
【課題】電磁鋼板の裁断工数および積層枚数を低減し、積層鉄心の組立作業時間を短縮して、溶接トランスの製造コストを低減する。
【解決手段】溶接トランス1の積層鉄心2は、複数の中間積層体と複数の挟持積層体とを有する。中間積層体21と挟持積層体22の幅方向は同一方向に揃えられる。複数の中間積層体21は間隔を置き、中間積層体21の長さ方向を揃えて配置される。中間積層体21に、中間積層体21に環状にコイル3が巻回される。複数の挟持積層体22は、中間積層体21の長さ方向の両側から複数の中間積層体21を挟持する。中間積層体21と挟持積層体22とは、中間積層体21と挟持積層体22の幅方向の両側から一対の組立フランジで挟持される。
(もっと読む)
抵抗溶接方法及びその装置
【課題】抵抗溶接においてワーク同士の間に生成する溶融部の成長の度合いを、高精度に評価する。
【解決手段】ワークW1、W2を挟持した第1電極チップ12と第2電極チップの14間に通電を行って抵抗溶接を行う最中、第1電極チップ12から第2電極チップ14に至るまでのチップ間抵抗R、第1電極チップ12の抵抗r1、第1電極チップ12とワークW1との接触抵抗r2、ワークW1の抵抗r3、ワークW2の抵抗r5、第2電極チップ14とワークW2との接触抵抗r6、第2電極チップ14の抵抗r7を求める。チップ間抵抗Rの値から抵抗r1〜r3、r5〜r7を差し引くと、ワークW1、W2同士の接触抵抗r4が得られる。この接触抵抗r4に基づき、溶融部30の径を求めることができる。抵抗r1〜r3、r5〜r7は、抵抗溶接を行う最中に変化するので、超音波を用いてリアルタイムに求める。
(もっと読む)
片側スポット溶接方法
【課題】ワークの加工工数の増加を抑え、更にはワークの強度・剛性を確保することが可能な片側スポット溶接方法を提供する。
【解決手段】複数重ね合わせた板状のワーク13の溶接部位に、ワーク13の片側からのみ溶接電極15を当てて溶接する片側スポット溶接方法であって、(B),(C)で示すように、溶接電極15及びアース電極17,17をワーク13の片側に加圧しながら当て、溶接電極15からワーク13を介してアース電極17,17に第1通電を行うことにより溶接電流を上板26に流すことで、ワーク13における溶接電極15の直下近傍部に、矢印Q,Qで示すような散りを発生させて溶接電極15周辺のワーク13、詳しくは上板26に切り欠き26bを形成し、次に、(D)で示すように、所定の電流値で通電する第2通電を行うことにより溶接電流を下板27に流すことで、溶接電極15の直下の上板26、下板27間にナゲット31を形成する。
(もっと読む)
高張力鋼板の抵抗スポット溶接方法及び抵抗スポット溶接継手
【課題】本発明は、高強度鋼板を含む板組の抵抗スポット溶接において、前記問題を解決し、より高Ceq系の材料でも高い継手強度を達成することの出来る抵抗スポット溶接方法を提供することを目的とする。
【解決手段】二枚以上の鋼板を重ね合せた板組を、一対の溶接電極で挟持し、加圧しながら通電して溶接する抵抗スポット溶接方法であって、電流値Im(kA)を通電し、下記式(1)を満足するナゲット径d(mm)を形成する第一通電工程と、加圧したまま、冷却する前記第一通電後の通電休止工程(A)と、さらに、2段階の電流値を用いた通電を行う第二通電工程とを、この順で、有することを特徴とする抵抗スポット溶接方法。
3×√tm≦d≦6×√tm・・・式(1)
ここで、tmは、前記二枚以上の鋼板の中で最も薄い板の板厚(mm)である。
(もっと読む)
1 - 10 / 415
[ Back to top ]