
国際特許分類[B23K13/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 高周波電流加熱による溶接 (173)
国際特許分類[B23K13/00]の下位に属する分類
誘導加熱によるもの (32)
伝導加熱によるもの (3)
雰囲気の影響に対する溶接区域のシールドを特徴とするもの (6)
給電またはそのための制御回路 (30)
国際特許分類[B23K13/00]に分類される特許
1 - 10 / 102
電縫鋼管製造方法とその製造装置及び電縫鋼管
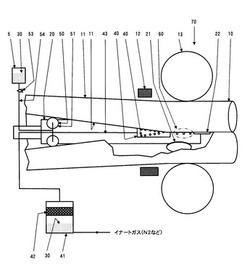
【課題】液体フラックスや気化フラックスで溶接付き合わせ面を完全にシールドして、溶接部のベネトレータの生成や窒化を抑制し、フラックス機能で溶接付き合わせ部の溶融金属の表面張力低減、清浄化、酸化防止を図り、接合部の拡散接合を促進し、接合強度を向上させる。また、鋼管内面の溶接ビードを確実に除去する。
【解決手段】気化フラックス塗布用の噴射ノズルや液体フラックス塗布用の塗布器を配設して付き合わせ面に液体フラックス膜を形成し溶接付き合わせ面を酸化防止する。液体フラックスは1600℃までフラックス機能を発揮でき、しかも表面張力低減、正常化作用、酸化防止機能を有するのでベネトレータの生成がなく拡散接合に近い高強度の電縫鋼管を製造できる。
(もっと読む)
電縫溶接部の成形性、低温靭性および耐疲労特性に優れた電縫鋼管およびその製造方法

【課題】電縫溶接部の成形性、低温靭性、耐疲労特性に優れた、引張強さTS:434MPa以上である電縫鋼管を提供する。
【解決手段】電縫溶接部に存在する介在物のうち、円相当径で2μm以上の介在物に含まれる、Si、Mn、Al、Ca、Crの合計量が、質量%で、99ppm以下とする。電縫溶接部は、雰囲気中の酸素濃度を(1000/foxy)ppm以下に調整した雰囲気中で電縫溶接を行うことにより達成できる。電縫溶接後に、肉厚方向平均温度で720〜1020℃の範囲の温度に加熱する電縫溶接部熱処理や、電縫溶接後に、肉厚方向平均温度で720〜1020℃の範囲の温度に加熱して、縮径圧延を行ってもよい。電縫鋼管は、C:0.03〜0.59%、Si:0.10〜1.50%、Mn:0.40〜2.10%、Al:0.01〜0.35%を含有し、あるいはさらに、Ca、Crを含有してもよい。
(もっと読む)
電縫溶接部の耐HIC性と低温靭性に優れた電縫鋼管およびその製造方法
【課題】電縫溶接部の耐HIC性および低温靭性に優れた、引張強さ434MPa以上を有する電縫鋼管及びその製造方法を提供する。
【解決手段】電縫溶接部に存在し、かつ円相当径で20μm以上の介在物に含まれる、Si、Mn、Al、Ca、Crの合計量が、質量%で、20ppm以下する。C、Si、Mn、Al、あるいはさらに、Ca、Crを所定量含有する電縫鋼管とする。酸素含有量を(1000/foxy)ppm以下に調整した雰囲気中で電縫溶接を行うか、あるいは、鋼帯の端部に、管内表面または管外表面から肉厚方向に肉厚の10〜60%の位置まで、10×log(foxy)〜40×log(foxy)を満足する傾斜平均角からなるテーパ部を有する開先を付与するロール成形を行うか、あるいはこれらの両方を組み合わせて行うことにより、達成できる。なお、foxy=Mn+10(Si+Cr)+100Al+1000Caで定義される。
(もっと読む)
電縫鋼管の溶接欠陥の検出システム及び電縫鋼管
【課題】電縫鋼管溶接部に稀に発生する管体表面近傍の50μm前後の微小な溶接欠陥を検出し、かかる微小な溶接欠陥を有する電縫鋼管が製品の中に稀に混入する事態を防ぐ。
【解決手段】帯材を管状に成形して形成したV字状ギャップの縁部同士を連続的に溶接して製造される電縫鋼管の前記溶接の際に生じる溶接欠陥を検出するための、電縫鋼管の溶接欠陥の検出システムであって、溶接後ビード切削前の間に溶接部の輝度を輝度センサ10で監視し、その後、前記ビード切削よりも下流側で、溶接部をアレイ探触子を用いた超音波探傷装置11で検査する。
(もっと読む)
溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品
【課題】従来の欠陥検出技術では電縫溶接部の欠陥を十分に検出できるまでには至っておらず、機械的特性の劣化した局部を含む電縫鋼管が製品に混入する場合があるという事態を防ぎ難い。
【解決手段】溶接施工時の溶接部を対象とし、該対象の発光状態をスパークセンサ12で撮像し、該撮像した画像からスパークを判定し、次いで前記対象の輝度をDSセンサ10で画像信号として捉えて監視するとともに、前記監視後の溶接部をアレイ探触子を用いた超音波探傷装置(アレイUT)11で検査する溶接欠陥検出システムである。
(もっと読む)
溶接欠陥検出方法及び電縫鋼管の製造方法並びに溶接製品
【課題】溶接欠陥に起因する溶接部機械特性低下部を、確実且つ過不足なく検出でき、これらの部分を切除した溶接製品を得、溶接製品の信頼性を格段に向上させる。
【解決手段】溶接施工時の溶接部を対象とし、該対象の発光状態をスパークセンサ12で撮像し、該撮像した画像からスパークを判定するスパーク判定工程と、次いで前記対象の輝度をDSセンサ10で画像信号として捉えて監視する輝度監視工程とを備え、更に前記監視工程後の溶接部をアレイ探触子を用いた超音波探傷装置(アレイUT)11で検査する検査工程を備えた。
(もっと読む)
スクイズロールスタンド
【課題】 スクイズロールのロール替えが容易で、装置構造も簡単なスクイズロールスタンドを提供する。
【解決手段】 電縫管製造ラインの接合位置に設置され、左右の上ロールを除くスクイズロールが脱着可能に組み込まれた固定部10と、固定部10上に重ねられ、内部に左右の上ロールが脱着可能に組み込まれると共に、固定部10上の組み立て位置から、当該固定部10上を開放する退避位置へ背面側(ライン下流側)を支点として同側へ傾動する可動部20との組合せによりスクイズロールスタンドを構成する。可動部20は、シリンダー式のアクチュエータ24を駆動機構40として、組み立て位置と退避位置との間を往復駆動される。退避位置では、可動部20は固定部10の背面側(ライン下流側)に配置されたビード切削装置50上に正面を上にして仰向けに重ねられる。
(もっと読む)
耐ねじり疲労特性に優れた電縫鋼管及びその製造方法
【課題】ドライブシャフトとして必要とされる耐疲労特性を保証された、耐ねじり疲労特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】母材部の組成が、C:0.25〜0.55%、Si:0.01〜1.0%、Mn:0.2〜3.0%、Al:0.1%以下、N:0.0010〜0.0100%を含み残部Fe及び不可避的不純物である電縫鋼管であって、電縫溶接部への溶接欠陥の投影面積である溶接欠陥面積が40000μm2未満であることを特徴とする耐ねじり疲労特性に優れた電縫鋼管。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
低降伏比高強度電縫鋼管およびその製造方法
【課題】TS:655MPa以上を有する低降伏比高強度電縫鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.38〜0.45%、Si:0.15〜0.25%、Mn:1.0〜1.8%、P:0.03%以下、S:0.03%以下、sol.Al:0.01〜0.07%、N:0.005%以下を含む組成を有する鋼素材に、仕上圧延開始温度を950℃以下、仕上圧延終了温度が820〜920℃の範囲の温度となる仕上圧延を施し熱延鋼帯とし、該熱延鋼帯を、仕上圧延終了後、巻取温度を650〜800℃の範囲の温度としてコイル状に巻き取る。コイル状に巻き取られた熱延鋼帯を、払い出し、成形、電縫溶接からなる造管工程を、加熱することなく室温で行い、電縫鋼管とする。これにより、管長手方向の材質ばらつきがΔTS:20MPa未満と少なく、降伏比:80%以下の低降伏比と、降伏強さYS:379〜552MPa、引張強さTS:655MPa以上の高強度とを有する電縫鋼管となる。
(もっと読む)
1 - 10 / 102
[ Back to top ]