
国際特許分類[B23K20/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 加熱するかまたは加熱することなく,衝撃または他の圧力を加えることによる非電気的接合,例.クラッド法または被せ金法 (2,526) | 接合すべきでない区域間に接合防止物質をそう入することによる部分接合 (6)
国際特許分類[B23K20/18]に分類される特許
1 - 6 / 6
接合品の製造方法、及び燃焼器の製造方法
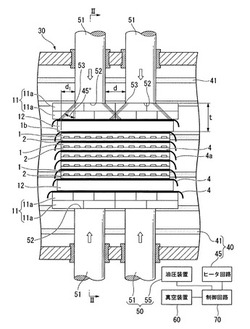
【課題】接合品を構成する被接合部材にかかるプレス軸からの力の均一化を図る。
【解決手段】 被接合部材1,2を加熱及び加圧する前に、ホットプレスのプレス軸51と被接合部材1,2との間の位置に、複数のグラファイトブロック11a,11a,…で構成される高い第一加圧体11を配すると共に、第一加圧体11と被接合部材1,2との間の位置に、第一加圧体11よりも剛性の高い第二加圧体としての均圧板12を配する。
(もっと読む)
ブレード製造方法

【課題】ターボマシン用のブレードを、第1層、第2層、及びこれらの第1及び第2の層間に配置されたメンブレンの超塑性形成及び拡散接合によって製造する方法を提供する。
【解決手段】第1層16とメンブレン2との間に拡散接合防止材料を第1の所定のパターンで塗布し、第1層16とメンブレン2との間に拡散接合部が第1の所定のパターンと交差して形成されないようにする工程と、第2層18とメンブレン2との間に拡散接合防止材料を第2の所定のパターンで塗布し、第2層18とメンブレン2との間に拡散接合部が第2の所定のパターンと交差して形成されないようにする工程とを含み、第1及び第2の所定のパターンは、ブレードチップ縁部に沿って拡散接合部を形成できるように構成されており、ブレードチップ縁部に沿った拡散接合部は、ブレードに亘り弦方向に延びている。
(もっと読む)
ブレード製造方法
【課題】第1層、第2層、及び第1層と第2層との間に配置されたメンブレンを超塑性成形し、拡散接合することによってターボマシン用のブレードを製造する製造方法を提供する。
【解決手段】第1層16とメンブレン2との間に拡散接合防止材料を第1の所定のパターンで塗布し、第2層18とメンブレン2との間に拡散接合防止材料を第2の所定のパターンで塗布する。その後拡散接合して一体構造とし、加圧流体を供給して超塑性成形する。
(もっと読む)
拡散接合を用いた金属ハニカムの製造方法
【課題】剥離材を薄くすることができ、接合性に優れた拡散接合を用いた金属ハニカムの製造方法を提供する。
【解決手段】平板状の母材11を積層にすると共に、それら母材11,11間に所定間隔でアルミニウム箔3を配置し、窒素ガス雰囲気中で、積層にした母材11,11を加圧状態で加熱することにより、アルミニウム箔3,3間で母材11,11を拡散接合した後、前記積層方向に引張力を加えて展張することにより、母材11をセル壁とし、該セル壁にて区画形成された中空柱状の多数のセル21を有するハニカムコアを形成する。窒素ガス雰囲気中の窒素ガスとアルミニウム箔3中のアルミニウムとにより、母材11の表面にアルミニウム窒化物が形成され、この窒化物は脆いため、アルミニウム箔3を上下に挟んだ位置で母材11と母材11とを分離することができる。
(もっと読む)
異種金属の接合方法、接合構造及び接合装置
【課題】異種金属を接合して成る部材において、異種金属接触による腐食(電食)を防止することができ、耐食性及び接合強度に優れた異材継手を安価に得ることができる異種金属の接合方法と、このような方法による接合構造、さらにはこのような接合に用いる異種金属の接合装置を提供する。
【解決手段】異種金属から成る両材料1,2をシール材3を介して重ね合わせた後、接合部に介在するシール材3を、例えば加熱によって変形抵抗を低減させた上で、接合界面から排出し、両材料1,2を直接接触させた状態で、例えば抵抗溶接やレーザビームの照射によって接合する。
(もっと読む)
熱交換器の製造方法
【課題】潰れ防止治具の使用によって流通路の潰れ防止と、タンク部とコア部の接合性の向上の両立を図る。
【解決手段】両端面に開口する流通路15を内部に有した金属製の板状のコア部11と、コア部の両端に配されコア部の板面に接合されることで各流通路に連通する金属製のタンク部12と、を具備する熱交換器の製造方法において、コア部の両端の板面上に、タンク部形成用部材3の接合予定部を配置すると共に、コア部の両端の流通路の開口に、低温時に開口との間に隙間を生じ且つ拡散接合のための昇温時に開口と密着する熱膨張差を持つ金属製であり外表面に接合防止剤をコーティングした第1の潰れ防止治具50のプラグ51を挿入し、その状態で、タンク部形成用部材の接合予定部をコア部の板面に圧接させつつ所定温度に昇温させることで、タンク部形成用部材をコア部の板面に拡散接合して、コア部の両端にタンク部を形成する。
(もっと読む)
1 - 6 / 6
[ Back to top ]