
国際特許分類[B23K26/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130)
国際特許分類[B23K26/02]の下位に属する分類
加工物の観察 (168)
レーザービームの自動軸合せ,照準,焦点合せ,例.後散乱光を用いるもの (686)
レーザービーム光の成形,例.マスクまたは多焦点装置によるもの (1,992)
国際特許分類[B23K26/02]に分類される特許
81 - 90 / 284
リッドの仮止め方法および装置
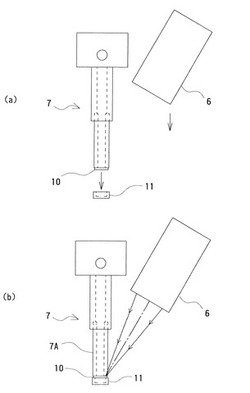
【課題】小型のリッドであっても、吸着ノズルでリッドを保持しながら容器に仮止めすることを可能にする。
【解決手段】リッドを容器にスポット接合することで両者を仮止めするリッドの仮止め方法および装置であって、少なくとも作用端近傍7Aがレーザ光透過性を有する吸着ノズル7によりリッド10を吸着保持し、吸着ノズル7に保持されたリッド10を容器11の開口部に位置決めして載置し、吸着ノズル7がリッド10を容器11の方向に付勢した状態で、作用端近傍7Aを透過させてレーザ光をリッド10に照射することでこのリッド10を容器11に仮止めすることを特長とする。
(もっと読む)
レーザ蒸着を用いた溶接によりブリスクドラムのブレードを修復する装置

【課題】レーザ蒸着を用いた溶接により、ガスタービン用のブリスクドラムのブレードを修復する装置を提供する。
【解決手段】装置はレーザ光源に接続されビームが長さ方向に偏向等されるモジュール13を備え、CCDカメラ12用のモジュールが接続されCCDカメラで装置を配置し、ブレードへの粉末の蒸着を監視、制御が可能で、モジュール13のカメラモジュールに対向側にレーザビームを成形、集光するモジュール19、モジュール20が隣接する。モジュール20内の長手方向でヘッド21内の溶接粉末供給装置に接続される供給路35が、出射口36へ配向される。出射口にモジュール22が隣接し、これがガス源に接続され対象のブレードを含む開いた保護ガスダクトを形成し、翼端に付加される蒸着金属を保護ガスで封止し蒸着物を融解時等の劣化から保護する。
(もっと読む)
レーザ溶接方法及び鉄道車両用外板
【課題】長尺状の金属板同士の突き合わせ溶接において、複雑なギャップ管理を行なうことなく健全な溶接部を形成できるレーザ溶接方法及び鉄道車両用外板を提供する。
【解決手段】このレーザ溶接方法では、プレス成型によって第1の金属板11の端部12に鋭角に屈曲する第1の屈曲片14を設けると共に、第2の金属板21の端部22に鈍角に屈曲する第2の屈曲片24を設け、第1の屈曲片14と第2の屈曲片24とが当接するように第1の金属板11の端部12と第2の金属板21の端部22とを突き合わせている。プレス成型の金型では、加工材の長さに関わらず十分な直線性を達成できる。したがって、このレーザ溶接方法では、複雑なギャップ管理を行わなくとも、第1の屈曲片14と第2の屈曲片24とを当接させるだけで端部12,22間のギャップが抑えられ、レーザ溶接部W1を健全に形成できる。
(もっと読む)
レーザー加工段取治具
【課題】被覆除去部と非除去部の間で、極細線材の円周全体に渡り軸心に直交な境界面が安定して得られるレーザー加工段取治具を提供する。
【解決手段】絶縁被覆部を有する短寸の極細線材Tが落し込まれるV字溝10aを複数本平行に設けた整列受け部材10を備えており、さらに、整列受け部材10の先端に取着され、上記極細線材Tの先端を挿通させてレーザー加工によって被覆除去すべき先端部Taを突出させる左右水平方向に細長状のスリット21を貫設したマスキング部材20を備えている。
(もっと読む)
加工装置及び加工装置用プログラム
【課題】レーザ穴あけ加工機に於いて、粗密入り混じった状態で不規則に並んだ穴配置に対して、全体の加工時間を不必要に延長すること無く、蓄熱による加工不良を回避する。
【解決手段】穴位置データから密集格子点の要素となる穴群を抽出する装置S301と、抽出された穴群を近接点毎に集めて格子点領域に分ける装置S302と、熱の放散が良好となる様に各格子点領域内の穴群の加工順序を決定する装置S303と、格子点領域及び密集格子点の要素以外の単独穴の加工順序を決定する装置S304とを以って、加工対象上の穴位置の加工順序を決定し、当該加工順序に従って、加工機は穴あけ加工を行う。
(もっと読む)
レーザ加工方法および加工装置並びに被加工物
【課題】ワークへのレーザ光による穴加工時に、ワーク内の局所変形領域の変化量を検出してレーザ光の照射位置を補正し、良品率を向上させる。
【解決手段】平面形状が四角形の加工ワーク20の四隅に位置決めマーク21を配置形成しておき、レーザ加工に移る段階での位置決めマーク21の位置をCCDカメラ12で撮像
して位置データを検出し、加工ワーク20の回転角度やワーク全体の伸縮率などの変化量を求める。さらに、経験的に特定した加工ワーク20内の局所変形領域を取り囲むように配置形成されている位置決めマーク22の位置を同様に検出し、局所変形領域での変化量を求める。局所変形領域内では位置決めマーク22のデータを基に、他の領域では位置決めマーク21のデータに基づき、レーザ光を照射する加工位置データを補正して、加工ワーク20上の変化量に対応した位置に穴加工を施す。
(もっと読む)
レーザ加工方法、及び、レーザ加工装置
【課題】 良質の加工を高効率で行う。
【解決手段】 (a)線状パターン上の少なくとも2つの点の座標を測定して加工目標線を決定する。(b)加工目標線に沿ってレーザビームが走査されるように、複数の入射目標位置を設定する。(c)レーザビームの入射位置、または走査方向前方の線状パターンの位置情報を取得し、取得された位置情報に基づいて、入射目標位置を補正することにより、入射指令値を算出する。(d)現在の入射位置から、算出された入射指令値による入射位置までレーザビームを走査する。
(もっと読む)
半導体装置製造方法
【課題】
ゲッタリング効果を得ると共に半導体装置が形成された個々のチップの周囲に歪みを与えずチップの抗折強度向上が可能な半導体装置製造方法を提供すること。
【解決手段】
改質領域PをダイシングストリートS以外の箇所であって半導体装置D内の半導体素子Eの近傍であるウェーハW内部へ形成することにより、ゲッタリング効果を得ると共に半導体装置Dが形成された個々のチップCの周囲に歪みを与えずチップCの抗折強度向上が可能となる。
(もっと読む)
レーザ加工装置
【課題】加工対象が設置された位置および傾きによらず、加工対象に対して位置精度良くレーザ加工を行う。
【解決手段】加工対象1を一定速度で第1の方向に搬送する加工対象搬送手段2と、加工対象搬送手段2上における加工対象1の位置を検出する位置検出手段3と、レーザ発振器4と、レーザ発振器4から出力されたレーザビームBの偏向方向を第1の方向と平行な方向において調整してレーザビームBを偏向させる偏向手段6と、偏向手段6で偏向されたレーザビームBを偏向して被加工面に対して既定の走査方向に一定速度で走査する走査手段7と、位置検出手段3で検出した加工対象搬送手段2上における加工対象1の位置の検出結果と、加工対象1の搬送位置に関する情報と、に基づいて偏向手段6におけるレーザビームBの偏向方向を制御する制御手段8と、偏向手段6および走査手段7で偏向されたレーザビームBを被加工面上に集光する集光手段9と、を備える。
(もっと読む)
レーザリペア装置、レーザリペア方法、および情報処理装置
【課題】レーザリペア装置が高速に欠陥を修理することを可能とする。
【解決手段】CCDカメラ111がガラス基板102を撮像して画像データを生成する。制御部112は画像データに基づいて、ガラス基板102上の欠陥の外形を抽出する。また、制御部112は、レーザ発振器103から出射されたレーザ光がガラス基板102上に照射される範囲が、欠陥の外形とその外形に外接する外接矩形との複数の接点のうち少なくとも1つを含むように、ガラス基板102上にレーザ光を照射する位置を決定する。制御部112は、決定した位置と上記範囲とに基づいて欠陥の外形を狭めながら、上記の決定を繰り返す。そして、レーザリペア装置100は、繰り返しにより決定した複数の位置に、光学系を介してレーザ発振器103からのレーザ光を照射する。
(もっと読む)
81 - 90 / 284
[ Back to top ]