
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1,001 - 1,010 / 1,149
レーザー溶接方法
【課題】 スポット径が細いレーザービームを照射して板厚の厚い被溶接材を溶接する際に、溶融接合部からの破断を避け、母材破断を発生させるほどに高い接合強度を発揮させることができるレーザー溶接方法の提供。
【解決手段】 最小板厚がレーザービームのスポット径を超える被溶接材を2枚重ね合わせて溶接する際、レーザー溶接の溶接開始点から溶接終了点に至る溶接軌跡に沿ってレーザービームを前記被溶接材に照射し、被溶接材の最小板厚以上の幅を有する溶接ビードを描く。
(もっと読む)
レーザアーク複合溶接の制御方法

【課題】レーザ・アーク複合溶接の安定化を図るため、複合溶接特有のパラメータであるLA距離を適正値に制御することができるレーザ・アーク複合溶接の制御方法を提供する。
【解決手段】レーザ照射ヘッドおよびアーク溶接トーチを溶接線上に直列に配置し、溶接線上のレーザ照射点とアーク発生点間の距離を制御するレーザ・アーク複合溶接の制御方法において、アーク溶接の電流値と、アーク溶接の電圧波形から求められる単位時間当たりの短絡回数をそれぞれ測定し、前記電流値が目標とする電流値よりも小さい場合は前記距離を拡大し、前記電流値が目標とする電流値よりも高い場合で、かつ、前記短絡回数が目標とする短絡回数よりも小さい場合は前記距離を短縮し、レーザ照射点とアーク発生点間の距離が適正範囲内となるように制御する。
(もっと読む)
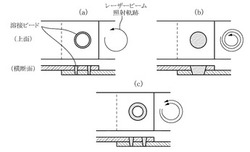
レーザ溶接装置およびレーザ溶接方法
【課題】 ワークを2枚の板材の重ね継手でレーザ溶接を行う際の板材相互の隙間を適正に確保し、溶接品質を向上させる。
【解決手段】 亜鉛メッキ鋼板からなる2枚の板材Wu,Wd相互間に、上側の板材Wuに形成した突起部5によって隙間Sを形成する。突起部5近傍の溶接進行方向と直交する側のワークWに対し、2枚の板材Wu,Wd相互を接触させるべく加圧ローラ11により加圧し、この加圧状態で、加圧ローラ11と突起部5との間のレーザ光照射部位7近傍に、隙間Sを確保した状態で2枚の板材Wu,Wd相互が接触する方向に加圧ピン15により加圧する。加圧ピン15は、レーザ光照射部位7より溶接進行方向前側に位置する。
(もっと読む)
光導波路を介したスキャン溶接やスキャンマーキングの方法及びそのための光導波路
溶接もしくはマーキングに充分なエネルギー密度の光学的ビームを当てることにより、或る部分に溶接もしくはマーキングを施す光学的スキャン装置。前記部分に充分なエネルギー密度のビームを当ててパターンを制御する方法は、前記部分と光学的スキャン装置の光源の間に光導波路を配置し、これにより、溶接あるいはマーキングを施さない部分の領域が、溶接あるいはマーキングに充分なエネルギー密度のビームを当てられないようにし、溶接あるいはマーキングを施す部分の領域は充分なエネルギー密度のビームが当てられるようにする。一局面では、光導波路はビームが望まれていない方向には反射しないように使用される。一局面では、光導波路は充分なエネルギー密度のビームの方向を、充分なエネルギー密度のビームに当てられるべきでない部分の領域から充分なエネルギー密度のビームを当てられるべき領域へと変化させ、これにより、ビームのエネルギーをビームを当てられるべき領域に集中させる。一局面では、散逸型の光導波路が溶接もしくはマーキングを施されるべきでない部分の領域におけるビームのエネルギーを散逸させ、これにより、その領域は前記充分なエネルギー密度のビームを当てられないことになる。 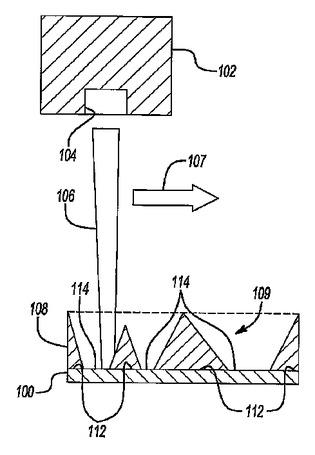 (もっと読む)
(もっと読む)
レーザ溶接システム及び方法
レーザ溶接システム及び方法であって、該システムは、ターゲットを溶接するとともに、光軸を有し、レーザビーム24のソース22と、レーザビーム24を、前記光軸30の周りを回転する一対のレーザスポット32に変換する回転可能回折格子26と、前記一対のレーザスポット32をターゲット34に集束させるレンズとを含む。 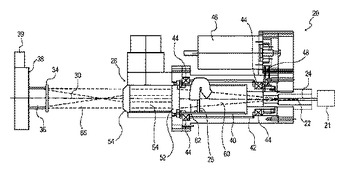 (もっと読む)
(もっと読む)
リモート溶接教示装置
【課題】溶接位置から離れたところからレーザを照射するリモート溶接におけるロボットの動作教示作業を容易にすることができるリモート溶接教示装置を提供する。
【解決手段】レーザ加工ヘッド3から照射されるレーザ100の照射可能範囲を可視光55により示すリモート溶接教示装置50を設けた。
(もっと読む)
レーザ溶接方法
【課題】鋼板同士を所定の厚み分の隙間が開いている状態のままレーザ溶接することにより、レーザ溶接時に分解ガスが発生せず、金属板の過熱により微量の蒸発ガスが発生したとしてもそのガスが開放されることによって、ブローホールが生ぜず、安定した良好な溶接ビードを得、溶接強度を向上させる。
【解決手段】少なくともいずれか一方の鋼板が亜鉛メッキ鋼板からなるワーク11,12を溶接するためのレーザ溶接方法であって、前記ワークに定められている溶接点以外の部位に所定の厚みの仮止め部材14を介在させて両鋼板を仮止めし、前記ワークに定められている溶接点を前記所定の厚み分の隙間が開いている状態でレーザ溶接を行う。
(もっと読む)
プレスばめ部品をレザー溶接する吹出し抵抗溶接法
【課題】
燃料インゼクタの気密溶接結合管状成分を確実に創作する方法とシステムを提供する。【解決手段】
燃料インゼクタ組立体(100)にプレスばめ成分を取付ける環状溶接の吹き出しを減少させる方法が開示されている。この方法は複数工程溶接手続を使用して、而して、縦方向軸線を中心に組立体の360度以下の回転に一致する第一環状溶接ビード(281a)が第二環状溶接ビード(281b)により密封される半径方向空所を残す。選択的実施例では、凸凹領域が成分の半径方向に向く面に形成されて、凸凹領域(291)がプレスばめ領域(292)に隣接して配置されている。それにより密封隙間(295)が溶接(281)とプレスばめ領域(292)の間の凸凹領域(291)に形成されている。密封隙間(295)は他に液状溶接ビードを吹き出できたトラップされたガスの膨張のそれ以上の手段を備える。 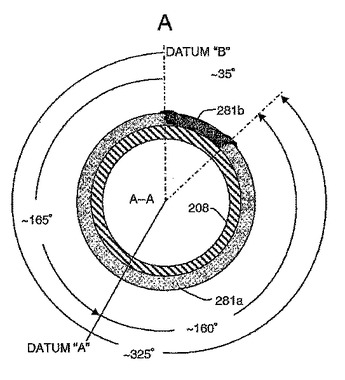 (もっと読む)
(もっと読む)
薄板縁継手のレーザ溶接方法
【課題】本発明は、厚さ1.0mm以下の薄板の縁継手のレーザ溶接において、溶接条件範囲が広く生産性をさらに向上できる溶接方法を提供することを課題とする。
【解決手段】本発明の薄板縁継手レーザ溶接方法は、厚さ1.0mm以下の薄板の縁継手部WにレーザビームLを照射して溶接する薄板縁継手のレーザ溶接方法において、継手部Wのレーザ照射面Sを下向きとしてレーザビームLを上向きにレーザ照射面Sへ照射することを特徴とする。
(もっと読む)
レーザー接合方法
【課題】 レーザー光の照射対象物が複雑な構成であってレーザー光を干渉してしまうような場合に、特に長焦点構造のレーザー光や多関節ロボットなどの高価な設備を使用することなく、通常使用されている二次元方向に走査されるレンズ系を通してレーザー光を照射する方法を用いて、簡単且つ正確なレーザー光の照射を行う方法を提供する。
【解決手段】 レーザー光を透過する第一の被接合体とレーザー光を吸収して加熱される第二の被接合体とを重ね合わせた後、前記第一の被接合体側から前期重ね合わせた面に対してレーザー光を照射して両被接合体を接合するレーザー接合方法において、前記第一の被接合体とレーザー光照射装置のレンズ系との間にレーザー光偏向部材を配設することによりレーザー光の照射位置を調整することを特徴とするレーザー接合方法。
(もっと読む)
1,001 - 1,010 / 1,149
[ Back to top ]