
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
11 - 20 / 1,149
レーザ溶接方法
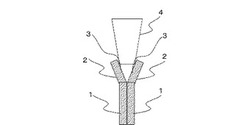
【課題】第1の目的として割れやひけなどの溶接欠陥が抑制され、第2の目的として狙い裕度を拡大できる、溶接方法を提供するものである。
【解決手段】接合される二つの棒状の被接合部材1を重ね合わせ、先端の分岐した谷部を設け、前記谷部にレーザ光4を照射し、谷部全体を溶融させ、球状の溶融部6を形成することを特徴とするレーザ溶接方法である。
(もっと読む)
金属容器の溶接方法、金属容器、蓄電素子及び蓄電モジュール

【課題】 金属容器を精度良く溶接する。
【解決手段】 開口11を有する容器本体10と開口11を塞ぐ蓋部20とを有し、容器本体10と蓋部20との当接部分が側面に境界線25として露出している、例えば非電解質二次電池の電池容器として実施される金属容器の溶接方法であって、当接部分にレーザ光40を照射することにより溶接する工程を備え、レーザ光40の有効直径は、蓋部10の側壁の厚みTの2倍未満である、金属容器の溶接方法。
(もっと読む)
レーザアークハイブリッド溶接割れ試験方法
【課題】構造物に対してレーザアークハイブリッド溶接を行う際の溶接割れのリスクを評価し得るレーザアークハイブリッド溶接割れ試験方法を提供する。
【解決手段】中央部に、スリット4が形成された試験片1を用いたレーザアークハイブリッド溶接割れ試験方法であって、実際の構造物の拘束度及びこの拘束度に対応するひずみを反映させた試験片1の外形寸法及びスリット4の長さLsを決定する工程と、この工程で決定された外形寸法で板材を切り出すと共に、切り出した板材の中央部にスリット4を該工程で決定された長さLsでそれぞれ形成して試験片を製作する工程と、製作した試験片1のスリット4に対してレーザアークハイブリッド溶接を施す溶接工程と、溶接工程での溶接後の試験片1を複数箇所で切断する工程と、切断工程で得た試験片1の断面から該断面で生じている割れ率の平均を計測して、溶接割れのリスクを評価する工程を有している。
(もっと読む)
熱交換器、熱交換器用フィン、熱交換器の製造方法
【課題】放熱フィンと伝熱管との組立初期の密着性を維持しながら、接着剤によってフィンと伝熱管を固定できる、熱交換器、熱交換器用フィン、熱交換器の製造方法を提供する。
【解決手段】本発明に係る熱交換器100は、伝熱管2と、伝熱管2に、伝熱管2の軸方向に対して垂直方向に装着され、伝熱管2を通過する媒体と外気との間で熱交換するフィン3とを備え、フィン3は、伝熱管2に装着するための開口部32を有し、開口部32の縁の伝熱管2を取り囲む部分に、伝熱管2の軸方向に張り出したフィンカラー33を有し、フィンカラー33と伝熱管2は、溶接によって仮留めされている。
(もっと読む)
溶接用レーザ装置
【課題】二つの素材やパネルを相互接合するブレージング接合及びレーザ溶接を一つの装置で行うことができるようにして、製作原価を節減し、作業時間を短縮させて、生産性を向上させる溶接用レーザ装置を提供する。
【解決手段】装着フレーム、及び装着フレームの下部に取り付けられ、レーザ発振器から発振されるレーザビームのスポットサイズを可変して、レーザビームを素材の接合部に照射するように形成されたレーザオプティックヘッド、を含み、レーザオプティックヘッドにより可変するスポットサイズによって、ブレージング接合またはレーザ溶接が選択的に行われることを特徴とし、レーザオプティックヘッドから照射されるレーザビームに溶加材を供給して溶融させることによって、ブレージング接合が行われるようにするワイヤフィーダをさらに含む。
(もっと読む)
電池ケース用アルミニウム合金板及び電池ケース
【課題】電池ケースを製造するための成形性に優れ、成形後に十分なケース強度を確保でき、かつ優れた溶接性を有する電池ケース用アルミニウム合金板を提供する。
【解決手段】Mn:0.5〜1.5質量%、Mg:0.2〜1.5質量%、Cu:0.1〜1.0質量%を含有し、残部Alと不可避不純物からなり、耐力値が40〜100MPaのO材(焼鈍材)である電池ケース用アルミニウム合金板。このアルミニウム合金板は、電池ケースに成形後、蓋材と連続発振式レーザで溶接される。このアルミニウム合金は、添加元素として又は不可避不純物として、Si:0.6質量%以下、Fe:0.8質量%以下、Ti:0.02質量%以下、B:20質量ppm以下、Zr:0.15質量%以下、Cr:0.40質量%以下、Zn:0.3質量%以下を含有する。
(もっと読む)
放射ビーム溶接方法、本体及びリソグラフィ装置
【課題】より大きい負荷に耐えられる冷却システムを有するリソグラフィ装置のための改良型アクチュエータを提供する。
【解決手段】電磁アクチュエータ用の冷却体の第1の部材FMを第2の部材SMへ放射ビーム溶接する方法であって、第1の部材FMはその1つの側に、凹部REが設けられた表面部分を有し、凹部REは周縁部によって区切られ、第2の部材SMは、凹部RE閉鎖するために第1の部材FMの表面部分CSPを補完する実質的に連続する第1の表面部分を有し、第2の部材SMは第1の表面部分CSPの反対側に第2の表面部分SSPを有し、前記方法は、第1の表面部分が第1の部材の表面部分に係合するように、第1及び第2の部材を配置するステップと、放射ビームを提供するステップと、第1及び第2の部材が凹部REの周縁部で一緒に溶接されるように、第2の表面部分へ向けて放射ビームを誘導するステップとを含む。
(もっと読む)
転がり軸受装置およびその製造方法、転がり軸受の製造装置、並びにハードディスク装置
【課題】レーザ光の照射による熱影響を原因とする錆の発生と、レーザ光の照射により溶融した金属の硬化収縮を原因とする転がり軸受の位置ずれの発生を減少させる。
【解決手段】転がり軸受5Bの内輪2内面2aをシャフト6の外面に嵌合し、周方向の複数箇所に対して順次レーザ光を照射して転がり軸受5Bの内輪2における軸方向の周縁部とシャフト6の外面とを複数の溶接部によって溶接し、互いに隣接する溶接部となる溶接箇所Wを連続する順序で溶接することなく全ての溶接部を形成する転がり軸受装置1の製造方法を提供する。
(もっと読む)
レーザアークハイブリッド溶接方法
【課題】溶接角変形を防止可能なレーザアークハイブリッド溶接方法を提供する。
【解決手段】金属部材同士間の溶接後の変形角度が0度となることを目標としてアーク溶接とレーザ溶接との入熱比を規定(例えば、アーク溶接による溶接部への入熱量/総入熱量=0.3〜0.5)して溶接を行う。
(もっと読む)
シート接合装置
【課題】光透過性、不透過性等の光学的特性の制限を受けることなく、任意の形状に、低い設備コストで、積層シートのシート同士を融着により接合する装置を提供する。
【解決手段】複数枚のシートが重ねられた積層シート7を周面に沿わせて送給する回転ロール2と、レーザ光Lの照射部分が発熱するとともに前記回転ロールの周面と前記積層シートとを密接させる回転ベルト(レーザ光吸収ベルト3)と、前記回転ベルト(レーザ光吸収ベルト3)にレーザ光Lを照射する照射部5と備え、前記レーザ光Lの照射により前記レーザ光吸収ベルト3で発熱した前記回転ベルト(レーザ光吸収ベルト3)の熱で前記積層シート7のシート同士を融着するシート接合装置1を提供する。
(もっと読む)
11 - 20 / 1,149
[ Back to top ]