
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
41 - 50 / 1,149
鉄道車両の構体構造
【課題】簡単な骨構造で且つ部品数を低減して、縦骨と横骨とが均一な品質で安定的に接合された鉄道車両の構体構造を提供する。
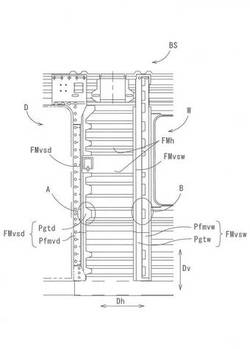
【解決手段】外板Peの内側に、縦横に配した骨FMh、FMvを接合して構成される鉄道車両の側構体構造BSは、開口部D、Wを除き鉄道車両の長手方向に平行な第1の方向Dhに延在して配され、外板Peに溶接接合される第1の骨FMhと、第1の方向Dhに概ね垂直な第2の方向Dvに連続して配される外板Peに溶接接合される第2の骨FMvsとを備え、第2の骨FMvsは、第1の方向Dhに所定の長さだけ延在する平板状のガセット部Pgtが一体的に形成され、ガセット部Pgtがレーザー溶接Wlによって、第1の骨FMhに接合されている。
(もっと読む)
ハイブリッド直接製造のための方法及びシステム

【課題】
ハイブリッド直接製造のための方法を提供する。
【解決手段】
前記方法は、基材プラットフォーム上又は基板上に、材料の基盤を堆積させることを含む。基盤はそこに溶接される材料のブロック(モノリス)のための土台の役割を果たす。基盤が形成されると、材料のモノリス又はブロックが基盤に対して設置される。基盤は、基盤の境界と基盤上に溶接されるモノリスの境界とが一致するように形成される。次に、電子ビーム等の高エネルギービームを使用して、基盤にモノリスが溶接される。また、前記方法は、モノリス上又はモノリスの近傍に材料の層を堆積させることを含んでもよい。
(もっと読む)
溶接構造、及び溶接方法
【課題】溶接強度および溶接品質の向上を図ることができる溶接構造、及び溶接方法を提供する。
【解決手段】ギヤ接合部11を有するリングギヤ10と、ギヤ接合部11と接合するケース接合部31を有するデフケース30とを備え、ギヤ接合部11とケース接合部31とを圧入で嵌合させる圧入部20と共に、ギヤ接合部11のギヤ側溶接面12と、ケース接合部31のケース側溶接面32との間で溶接される第1,第2溶接部51,52により、リングギヤ10とデフケース30とが接合する溶接構造において、溶接部50が、ギヤ接合部11とケース接合部31との配列方向と直交する第2方向AXに対し、圧入部20を挟んだ両側に少なくとも設けられていること、溶接前の状態では、所定距離xの隙間25がギヤ側溶接面12とケース側溶接面32との間に形成されている。
(もっと読む)
パッケージの封止方法
【課題】パッケージの貫通孔を短時間で封止することができる封止方法を提供することを目的としている。
【解決手段】内部空間と外部とを連通する貫通孔50を備えたパッケージの封止方法において、前記パッケージにおける前記貫通孔50の外部側開口部の周辺領域に金属被膜を設け、封止材60を前記金属被膜に接するように前記貫通孔50に配置し、前記封止材60を配置する前記パッケージの外部側から第1レーザー光を前記金属被膜に照射する第1照射工程と、第2レーザー光を前記封止材60に照射して前記封止材60を溶融させる第2照射工程と、を有することを特徴とする。
(もっと読む)
レーザ溶接電源のレーザ出力校正方法および校正装置
【課題】電源装置ごとに光パワーメータを設ける必要を無くし、光パワーの検出タイミングを一定に揃えることにより検出精度を高める。
【解決手段】レーザ接合電源10に予め記憶したP−I特性に基づいて、レーザビームを出力する一方、レーザビームを受光する光パワーメータ40の出力をシリアルポート44を介してレーザビーム射出開始後の所定タイミングで光パワーメータ40のレーザ出力測定値を読み込み、このレーザ出力測定値が誤差許容範囲に入るようにレーザ駆動電流を設定し前記P−I特性を校正する。
(もっと読む)
鉄道車両用構体
【課題】シアプレートを接合することなく吹寄部の強度を高めた鉄道車両用構体を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠が接合され、側構体は、車体長手方向に分割された複数のブロックの接合により構成されたものであって、側構体を構成する窓ブロック20は、幕板パネル21、吹寄パネル22および腰板パネル23がそれぞれ端面同士を突き合わせた接合部がレーザ溶接され、吹寄パネル22は、当該窓ブロック20に形成される窓開口部の窓隅部Rを含むものであり、幕板パネル21および腰板パネル23よりも高強度の板材により形成されるようにした鉄道車両用構体。
(もっと読む)
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
溶接装置及び溶接方法
【課題】ロータ軸の軸心と翼車の重心との位置合わせ精度を従来よりも向上させる。
【解決手段】支持軸の端面に翼車の背面の開先面を当接させて溶接する方法であって、翼車の重心位置を計測する重心計測工程S1と、支持軸の端面に翼車の背面に形成された開先面を当接させた状態で支持軸の中心軸線と翼車の中心軸線との位置関係を計測する位置計測工程S2と、位置計測工程S2によって中心軸線同士が位置合わせされた支持軸及び翼車について、翼車の重心位置及び支持軸周りの溶接開始位置に基づいて溶接変形による重心位置の変位方向及び変位量を特定する重心変位特定工程S3と、溶接変形後の重心位置が支持軸の中心軸線の延長線に最も近くなるように支持軸の中心軸線と翼車の中心軸線とを相対的に変位させる位置修正工程S4と、位置修正工程S4によって中心軸線同士が変位した支持軸の端面と翼車の開先面とを溶融接合する接合工程S5とを備える。
(もっと読む)
等速自在継手の外側継手部材
【課題】溶接部の品質の向上、後加工の省略あるいは削減による製造コスト削減、かつ溶接部の確実な検査による安定した品質を有するロングステムタイプの等速自在継手に好適な外側継手部材を提供することにある。
【解決手段】トルク伝達要素19、41が係合するトラック溝30を内周に形成したカップ部12と、該カップ部12の底部に形成された軸部13とを備えた等速自在継手10の外側継手部材11であって、前記カップ部12を形成するカップ部材12aと前記軸部13を形成する軸部材13a、13bとからなる2つ以上の部品を接合することにより前記外側継手部材11が形成され、前記接合により中空空洞部47が密閉される構造のものにおいて、前記接合が溶融溶接によるものであって、前記部品のいずれかに前記中空空洞部47に通じる通気孔29を設けたことを特徴とする。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
41 - 50 / 1,149
[ Back to top ]