
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
71 - 80 / 1,149
等速自在継手用外側継手部材の製造方法および等速自在継手用外側継手部材
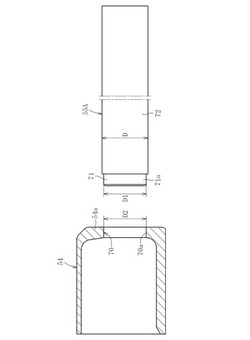
【課題】加工工数の減少化及びマテリアルロス低減を図ることが可能な等速自在継手用外側継手部材の製造方法および等速自在継手用外側継手部材を提供する。
【解決手段】カップ状のマウス部54と、このマウス部の底壁から突設される軸部材55とからなる等速自在継手用外側継手部材の製造方法である。底壁54aに嵌合孔70を有するマウス部54と、嵌合孔54に嵌入される嵌入部71を有する軸部材55Aとを別部材として成形する。その後、軸部材55Aの嵌入部71を、マウス部54の嵌合孔70に嵌入する。その嵌入した状態で、嵌合孔79の内周面と嵌入部71の外周面とを溶接手段にて一体化する。
(もっと読む)
レーザ接合方法

【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
溶接継手の製造方法
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
構造物の接合構造
【課題】第1部材や第2部材の疲労強度を向上できる構造物の接合構造を提供すること。
【解決手段】第1フランジ2a及びウェブ2bを有する第1部材2と、その第1部材2の第1フランジ2aと第2部材101との間で接合部3が形成される構造物1の接合構造であって、第1部材2の第1フランジ2aの長手方向の縁部2eから接合部3に向かってスリット4が形成される。スリット4により第1フランジ2aの剛性が低下し、第2部材101の変形に応じ、第1フランジ2aはある程度の範囲で倣うことができる。その結果、第2部材101の変形に伴う接合部3の接合端部3aにおける応力集中が緩和される。これにより、第1部材2や第2部材101の疲労強度を向上できる。
(もっと読む)
ロボットシステム
【課題】レーザ照射部が移動していない状態においても溶接軌跡に対してウィービングしながら溶接することが可能なロボットシステムを提供する。
【解決手段】このロボットシステム100は、ロボット1と、ロボット1により移動されるとともに、移動していない状態において、溶接軌跡に対してレーザ光を走査することが可能なレーザスキャナ4と、レーザスキャナ4が移動していない状態において、溶接軌跡に対してウィービングしながら溶接するようにレーザスキャナ4によりレーザ光を走査する制御を行う焦点演算部27とを備えている。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーカットやアンダーフィルが発生し易いというレーザ溶接の問題点を克服し、溶接部の品質が良好なレーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】レーザ溶接鋼管の製造方法において、それぞれ異なるファイバーを用いて伝送したジャストフォーカスでのスポット径が直径0.3mmを超える2本のレーザビームをエッジ部に沿ってオープンパイプの上面側から照射し、オープンパイプの上面側で溶接進行方向に先行する先行レーザビームおよび後行する後行レーザビームをオープンパイプの上面に垂直な方向から入射角を設けて溶接進行方向に傾斜させて照射するとともに、先行レーザビームの入射角を後行レーザビームの入射角よりも大きくし、かつオープンパイプの裏面における先行レーザビームの中心点と後行レーザビームの中心点との間隔を1mm以上としてレーザ溶接を行なう。
(もっと読む)
溶着状態検出装置および溶着状態検出方法
【課題】異なる板厚を持つ複数枚の板材をレーザーで溶接する場合でも溶着状態をリアルタイムでかつ正確に検出することができる溶着状態検出方法を提供する。
【解決手段】板厚の異なる複数枚の板材を準備しS1、準備した複数枚の板材を少なくとも一部が重なるように固定しS2、固定した複数枚の板材が重なる部分に向けてレーザー光を照射しS3、前記レーザー光を移動させS4、レーザー照射部に形成されるキーホールが反射したレーザー光を受光しS5、受光したレーザー光の強度波形に基づいて前記板材の溶着状態を検出するS6。
(もっと読む)
レーザ溶接方法及びこのレーザ溶接方法によって作製された電池
【課題】レーザ溶接箇所からスパッタとして飛び出した金属粒子が周囲に飛散しないようにした金属部材間のレーザ溶接方法
【解決手段】金属部材18a1、19d間の溶接箇所24にレーザ光LBを照射することよるレーザ溶接方法において、レーザ溶接箇所24をレーザ光LBに対して透過性の樹脂からなるカバー25aで覆い、このカバー25aを経て溶接箇所24にレーザ光LBを照射することにより、金属部材18a1、19d間をレーザ溶接する。レーザ光LBに対して透過性を有する樹脂からなるカバー25aとして、レーザ溶接箇所24との間に空隙26を形成し、溶接箇所24の周囲で金属部材18a1、19dと接触することにより空隙26を密閉状態に維持するようにしてもよい。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法、およびレーザ溶接装置を提供する。
【解決手段】発振媒体は、並列に配置された複数のファイバ状またはディスク状の結晶体から構成され、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法を提供する。
【解決手段】発振機は、複数の発振媒体から構成される単一の発振機であり、光学系はコリメートレンズ、光屈折板および集光レンズを有し、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
71 - 80 / 1,149
[ Back to top ]