
国際特許分類[B23K26/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | スポット溶接 (41)
国際特許分類[B23K26/22]に分類される特許
1 - 10 / 41
レーザスポット溶接方法
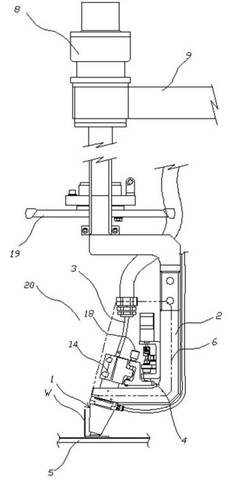
【課題】この発明はレーザ溶接の欠点である溶接スポット1打点当たりの溶接強度が低いための解消策である多点溶接を簡便な装置で短時間に効率よく溶接作業が可能である安全で、高品質のレーザ溶接方法を提案する。
【解決手段】2枚重ねた金属材料板の被溶接物(W)にレーザ光照射ノズル(1)を押圧し、封鎖ガス室(7)を形成し、偏心軸(16)の回転で揺動板(15)が作動してレーザ光照射ユニット(14)を回転揺動し、円弧状に溶接ナゲットを複数個形成した後、封鎖ガス、溶融ガス、およびヒュームを排出するレーザスポット溶接方法である。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法

【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、レーザを積層した上板101と下板102とに照射し、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザ照射によって、積層した上板101と下板102とに溶融池Yを形成し、レーザ照射によって、溶融池Yを流動させ、上板101と下板102とを溶接する。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】スポット溶接に準じた接合条件でスポット溶接と同等の性能が得られ、スポット溶接の代替技術として実施するのに適したレーザ重ね溶接方法を提供する。
【解決手段】複数の突起1aは、それぞれが、前記2つの部品をスポット溶接する場合における個々の溶接スポットに相当する単位スポット2eの間に形成され、かつ、前記接合面の延在方向と略直交する方向に延びる稜線状突起1aとして形成されており、前記レーザを照射する工程は、前記単位スポットを囲む曲線状の単位レーザ走査2cを、前記各単位スポット2eに対して実施すること。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】傾斜面や曲面を含む立体形状のプレス部品の接合面に対しても、亜鉛蒸気を排出するための均一な隙間を安定的に形成でき、良好な溶接品質が得られるレーザ重ね溶接方法を提供する。
【解決手段】プレス方向Pと同方向に突出するパンチ3によって前記複数の突起1が加工され、前記複数の突起のうち、プレス方向に対して傾斜した接合面11dに形成された突起1aは、該接合面の前記プレス方向における等高線と平行に延びる稜線状突起として形成される。
(もっと読む)
金属材及びこれを用いた鉄道車両構体
【課題】接合部分の密着性を容易に確保できる金属材、及びこれを用いた鉄道車両構体を提供する。
【解決手段】骨部材30では、フランジ部33を骨部材30の断面方向から見たときの断面形状が、外板20側に向かって凸となるように円状に湾曲している。このため、骨部材30のフランジ部33を外板20に重ね合わせると、フランジ部33の先端部分が線状に外板20に当接すると共に、フランジ部33と外板20との当接部分の両脇には、許容ギャップ量以下となる重ね合わせ部分が一定の幅で存在することとなる。したがって、従来の骨部材のようにフランジ部の平面部分を外板の平面部分に当接させる場合では、許容ギャップ量を超えてしまう箇所の制御が困難であるのに対し、骨部材30では、フランジ部33を外板20に重ね合わせるだけで、フランジ部33と外板20との当接部分の密着性を容易に確保できる。
(もっと読む)
溶接構造体の製造方法
【課題】塗装金属板の非塗装面に非塗装金属板を当接させ、該非塗装金属板側からレーザーを当てて溶接して溶接構造体を製造するにあたり、塗装金属板の塗装面を変色させることなく溶接接合できる溶接構造体の製造方法を提供する。
【解決手段】第一面に塗装が施された塗装金属板と、非塗装金属板を準備し、前記非塗装金属板の第一面を前記塗装金属板の第一面とは反対側の第二面に当接させ、前記非塗装金属板の第一面とは反対側の第二面に、下記(1)式、(2)式を満足するようにレーザーを当てて溶接を行なう。式中、Rはレーザースポット径(mm)、t1は非塗装金属板の
厚み(mm)、t2は塗装金属板の厚み(mm)である。
R≧t1 ・・・(1)
t2/1.05≧R ・・・(2)
(もっと読む)
シートフレーム及びレーザ昇温接着を使用した形成方法。
車両において使用されるシートフレームが与えられる。シートフレームは第1シートフレーム部材及び第2シートフレーム部材を有する。第1シートフレーム部材及び第2シートフレーム部材の少なくとも一方には、接着剤が配置される。接着剤は、レーザ溶接機からの拡散レーザビームが生成する熱で硬化される。第1シートフレーム部材の一部と第2シートフレーム部材の一部とが互いに近接して配置される。これにより、接合部が形成されて接着剤が第1シートフレーム部材の当該一部と第2シートフレーム部材の当該一部との間に配置される。シートフレームは、接着剤を加熱するべく拡散レーザビームが当該接合部に向けられるように構成される。これにより、第1シートフレーム部材と第2シートフレーム部材との結合部が形成される。  (もっと読む)
(もっと読む)
スポット溶接装置
【課題】ワーク(被溶接物)を片側から溶接するスポット溶接装置において、安定した溶接品質を維持できるスポット溶接装置を提供する。
【解決手段】レーザ発信器より出力されたレーザビームを集束させ、金属板を重ねた被溶接物(ワークW1、W2)に照射するレーザスポット溶接装置に、下端部が開口している中空筒状に形成され、且つその上端部に、前記レーザ発信器から出力されたレーザビームを導く光ファイバーが取り付けられた本体部12と、本体部12の下端部側の開口を塞ぐ透光性を有する蓋体20と、本体部12の筒内に設けられ、光ファイバーケーブル40からのレーザビームを集束し、蓋体20を介して、集束したレーザビームを被溶接物(ワークW1、W2)に向けて照射する集束光学系手段25と、本体部12の下端部側の外周部に取り付けられた、所定の磁力を有する電磁石30とを設ける。
(もっと読む)
レーザスポット溶接装置
【課題】ワークを溶接するスポット溶接装置において、軽量化を図り作業性を改善させると共に、安定した溶接品質を維持できるスポット溶接装置を提供する。
【解決手段】レーザ発信器より出力されたレーザビームを集束させてワークW1、W2に照射するレーザヘッド15を有するレーザスポット溶接装置10であって、先端部にレーザヘッド15が設けられた第1アーム12aと、先端部がレーザヘッド15と相対向する位置に配置されている第2アーム12bと、第1アームの先端部12aのレーザヘッド15と、第2アーム12bの先端部とによりワークW1、W2を挟持・加圧する駆動手段と備える。そして、駆動手段により、レーザヘッド15の下端部の蓋体20と、第2アーム12bの先端部とによりワークW1、W2を挟持・加圧している状態において、レーザヘッド15がワークW1、W2にレーザビームを照射する。
(もっと読む)
金属材料のレ−ザスポット溶接方法
【課題】この発明は径が細く指向性がきわめて高いレ−ザ光を高精度に安定して位置決めでき、溶接時における溶融部やその周辺を局所的に安定したガスシ−ルド状態に維持できる溶接方法を提案する。
【解決手段】溶接するに当って先端に当接封鎖部材(11)を具えるレ−ザ光照射ノズル(1)においてその当接封鎖部材を重ね合わせた金属材(6)の表面に押付けて内部に封鎖ガス室(7)を形成し、この封鎖ガス室(7)内に封鎖ガスを噴射充満させ、この封鎖ガスの圧力が所定値若しくはそれ以上に達したときにレ−ザ光照射ノズルから封鎖ガス室(7)を経てレ−ザビ−ムを照射し、この封鎖ガス室(7)を通って下向きに指向するレ−ザ光を金属材(6)の表面上の溶接すべき溶接点に照射して溶接する方法である。
(もっと読む)
1 - 10 / 41
[ Back to top ]